
1.6 Manufacture and Transport of Cotton in Pre-Independence India
The pre-Independence Indian economy, particularly its cotton sector, offers a compelling case study for understanding colonial exploitation and nascent industrialization. This article delves into the intricate interplay of indigenous manufacturing capabilities, British imperial policies, and the evolving global trade dynamics that shaped India’s cotton industry. We will explore the journey from traditional handloom production to the rise of modern mills, analyzing the economic mechanisms of raw material extraction, internal and international trade, and the consequential impact on various societal strata, providing a granular perspective for economics post-graduate students.
Historical Context and Traditional Cotton Production
The history of cotton in India is deeply intertwined with its economic and social fabric, predating colonial rule by millennia. Before the advent of British influence, India was renowned for its exquisite cotton textiles, which commanded significant global trade.
- Ancient Roots of Cotton Cultivation:
- Archaeological evidence suggests cotton cultivation and textile production in the Indian subcontinent date back to at least 5000 BCE, with remnants found at Mohenjo-Daro.
- The Indus Valley Civilization demonstrated advanced techniques for spinning and weaving, producing fine muslins that were highly valued.
- Early texts, such as the Rigveda, mention cotton, indicating its pervasive presence in ancient Indian society.
- Indigenous Manufacturing Techniques:
- Hand Spinning:
- The Charkha (spinning wheel) was ubiquitous, converting raw cotton fibers into yarn. Its efficiency, while seemingly primitive by modern standards, was sufficient to supply a vast network of weavers.
- A skilled spinner could produce approximately 10-15 hanks of yarn per day, with each hank typically weighing around 0.5 to 1 pound.
- The fineness of the yarn was measured in counts, with Indian spinners achieving counts as high as 250-300 for Dacca muslin, far surpassing contemporary European capabilities.
- Hand Weaving:
- Pit looms and frame looms were common, operated by highly skilled weavers.
- Techniques like resist dyeing (e.g., Kalamkari) and mordant dyeing were indigenous to India, creating textiles of vibrant colors and intricate patterns.
- The Dacca muslin, famous for its ethereal quality, was so fine that a 20-yard piece could be passed through a finger ring, often weighing less than 100 grams.
- Dyeing and Finishing:
- Natural dyes derived from indigo, madder, turmeric, and various barks and leaves were extensively used.
- The process involved multiple stages of mordanting, dyeing, and washing, often taking several weeks for a single piece of cloth.
- Hand Spinning:
- Decentralized Production System:
- The entire production chain, from cotton cultivation to finished textile, was largely decentralized, involving numerous artisans in villages.
- Families often specialized in specific stages, fostering hereditary knowledge and skills.
- This system supported a large rural population and contributed significantly to local economies.
- Global Trade in Indian Textiles:
- Before the 18th century, Indian textiles were a major component of world trade, exported to Southeast Asia, the Middle East, Africa, and Europe.
- Calicoes, chintz, and muslins from India were highly prized for their quality, durability, and intricate designs.
- The estimated value of Indian textile exports to Europe in the late 17th century was over 1.5 million pounds sterling annually, a substantial sum for the period.
- Illustrative Example: The East India Company initially came to India largely to trade in these valuable textiles, demonstrating their immense demand in European markets.
The British Impact and De-industrialization
The arrival and consolidation of British power in India fundamentally altered the trajectory of the cotton industry, shifting it from a global exporter of finished goods to a supplier of raw materials and a market for British manufactures.
- Shifting Colonial Policy:
- Initially, the British East India Company profited immensely from the export of Indian textiles to Europe.
- However, with the Industrial Revolution in Britain, especially the mechanization of spinning and weaving, policy shifted dramatically.
- The primary objective became to transform India into a “feeder economy” for British industry, supplying raw materials and acting as a captive market for finished British goods.
- De-industrialization of Indian Textile Crafts:
- Discriminatory Tariffs:
- Heavy import duties were imposed on Indian textiles entering Britain. For example, by the early 19th century, duties on Indian muslins could be as high as 75%, effectively pricing them out of the British market.
- Conversely, British manufactured goods entered India with minimal or no duties, creating an unfair competitive landscape.
- Promotion of Raw Cotton Exports:
- The British actively encouraged the cultivation of raw cotton in India to supply Lancashire mills.
- Infrastructure, particularly railways, was developed primarily to facilitate the transport of raw materials from the interior to port cities.
- By 1850, India was exporting over 100,000 bales of raw cotton annually to Britain, a figure that soared during the American Civil War to over 2 million bales by 1864.
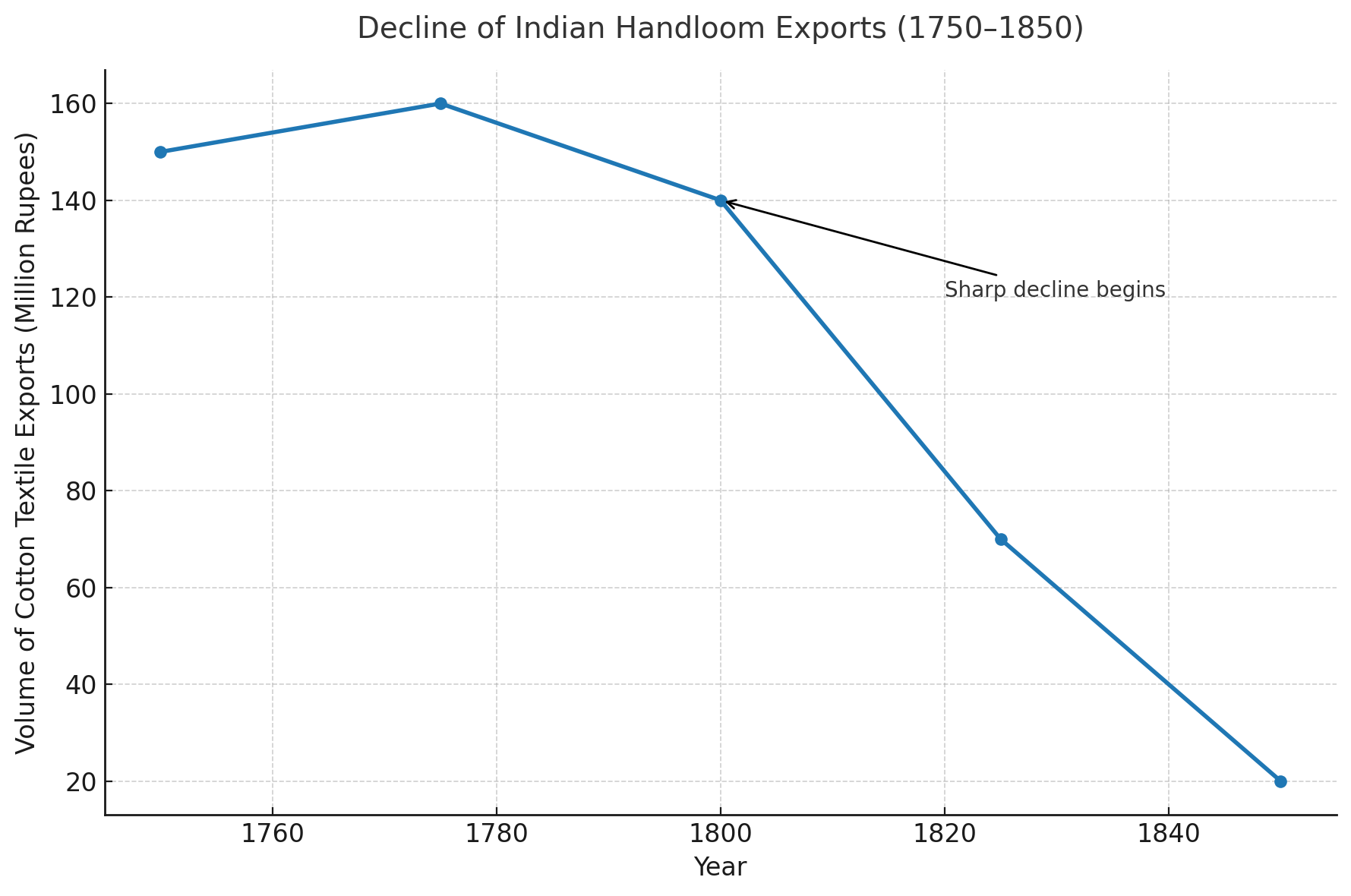
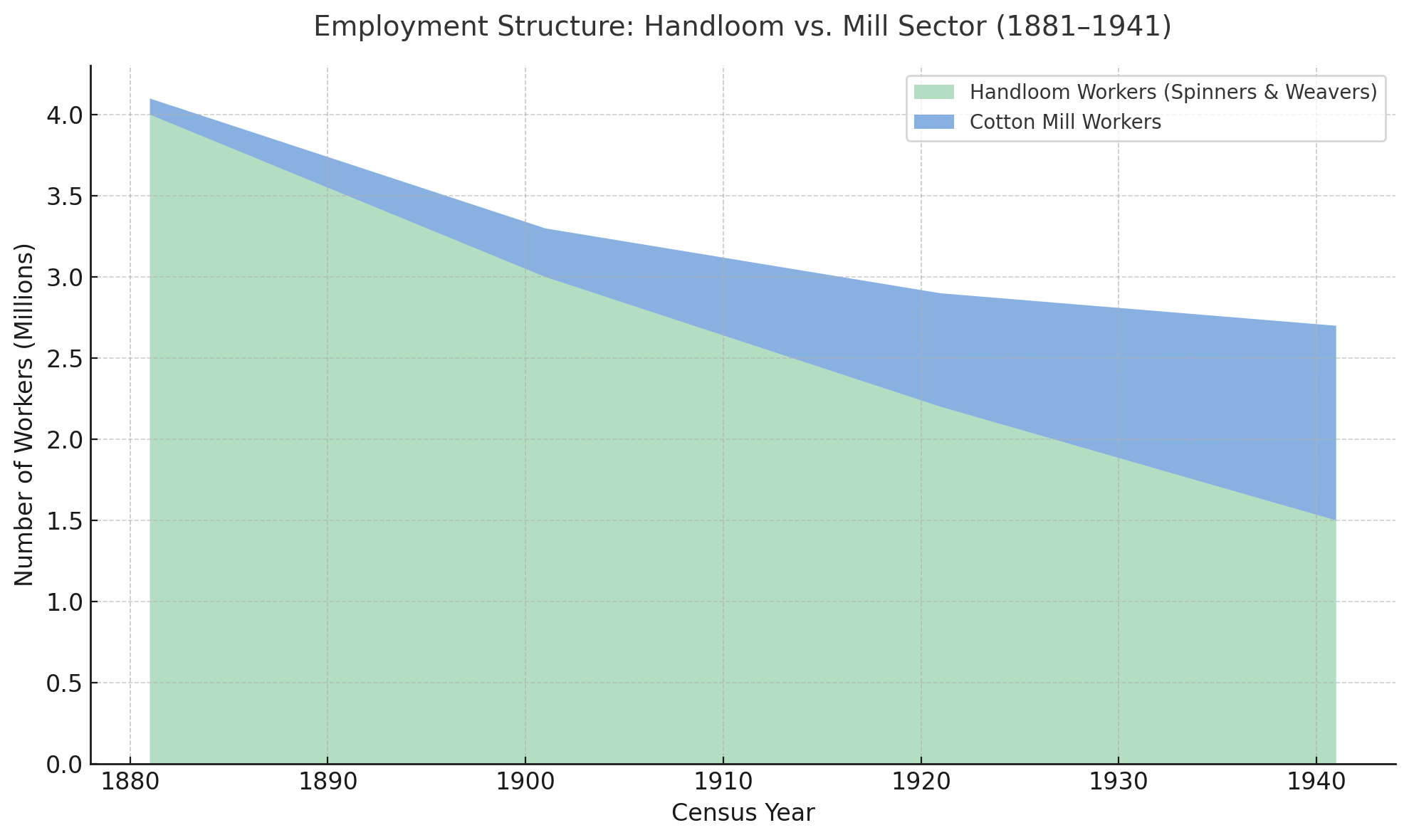
- Decline of Handloom Industry:
- The influx of cheaper, machine-made British textiles led to the collapse of the traditional Indian handloom industry in many regions.
- Millions of weavers and spinners lost their livelihoods, forced to revert to agriculture or seek other forms of labor.
- The number of people employed in textile manufacturing in India is estimated to have fallen by over 50% between 1800 and 1850.
- Discriminatory Tariffs:
- Economic Drain and Resource Extraction:
- The colonial system facilitated a massive “drain of wealth” from India to Britain.
- Raw materials like cotton were purchased at low prices, processed in Britain, and then sold back to India as finished goods at higher prices.
- This extractive process stifled indigenous capital accumulation and industrial development.
- Numerical Problem: If 1,000 kg of raw cotton from India was purchased by Britain for
[latex]\text{P}_{raw}[/latex]= 50 rupees, processed into cloth in Britain with manufacturing cost[latex]\text{C}_{manu}[/latex]= 200 rupees, and then sold back to India for[latex]\text{P}_{finished}[/latex]= 400 rupees, calculate the total profit for Britain per 1,000 kg and the effective “markup” from raw material price.- Solution:
- British profit =
[latex]\text{P}_{finished} - \text{P}_{raw} - \text{C}_{manu}[/latex]= 400 – 50 – 200 = 150 rupees. - Effective markup =
[latex]\frac{\text{P}_{finished} - \text{P}_{raw}}{\text{P}_{raw}} \times 100\%[/latex]=[latex]\frac{400 - 50}{50} \times 100\%[/latex]=[latex]\frac{350}{50} \times 100\%[/latex]= 700%.
- British profit =
- Solution:
- This shows a significant value addition captured by Britain at India’s expense.
Emergence of Modern Cotton Mills in India
Despite the colonial hurdles, the late 19th and early 20th centuries witnessed the gradual emergence of modern, mechanized cotton textile mills in India, primarily driven by Indian entrepreneurs.
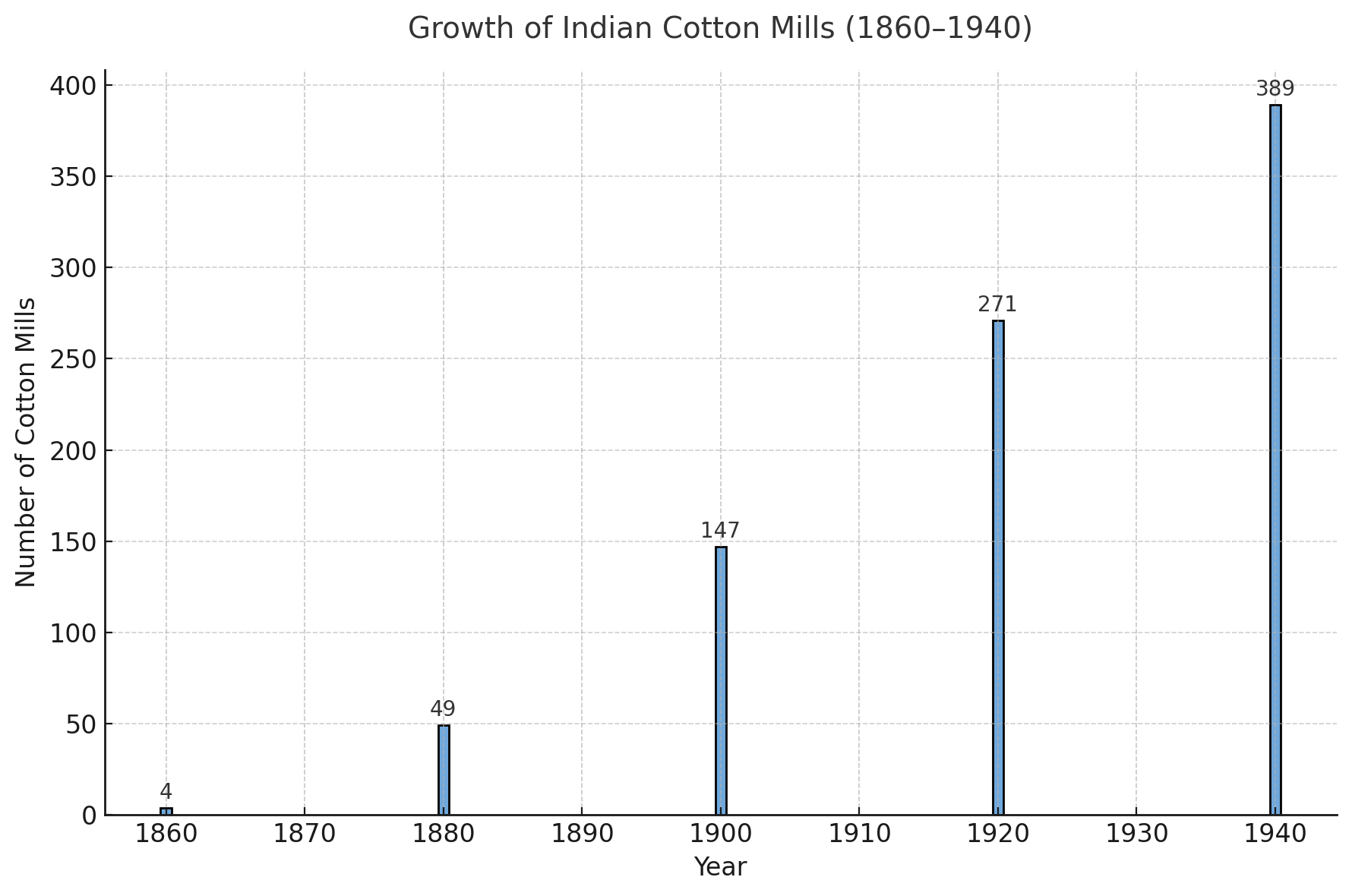
- Early Initiatives and Growth:
- The first successful cotton mill, Bombay Spinning and Weaving Company, was established in Bombay in 1854 by Cowasjee Nanabhoy Davar.
- Initially, growth was slow, but it gained momentum, particularly in Western India (Bombay and Ahmedabad) and later in other regions.
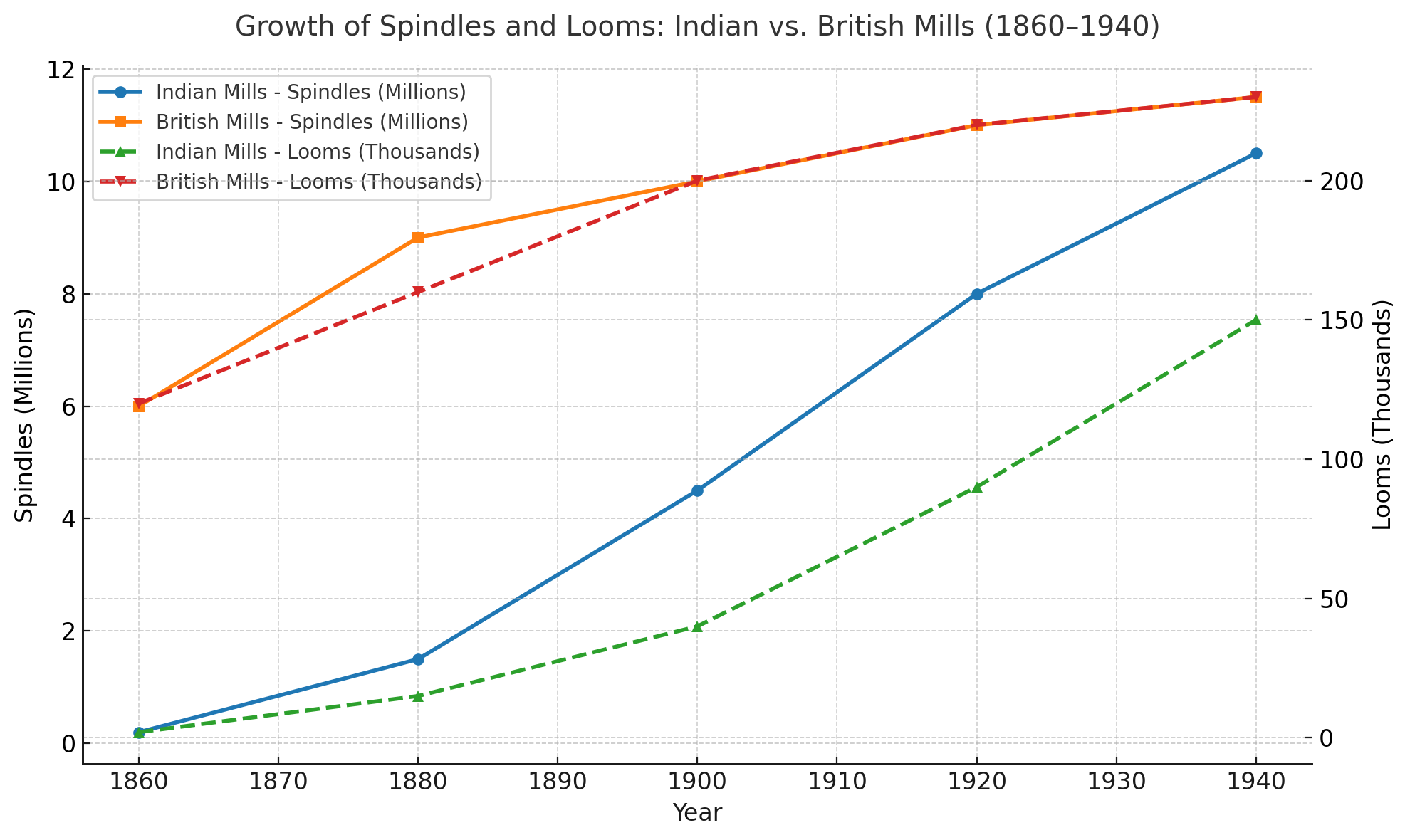
- The number of cotton mills in India increased from 4 in 1862 to 49 by 1885 in Bombay alone. By 1914, the total number of mills across India reached 270.
- Factors Favoring Mill Development:
- Proximity to Raw Materials: Cotton-growing regions in Gujarat and Maharashtra provided easy access to raw materials, reducing transport costs.
- Availability of Cheap Labor: India possessed a vast and inexpensive labor force, a significant advantage for labor-intensive industries.
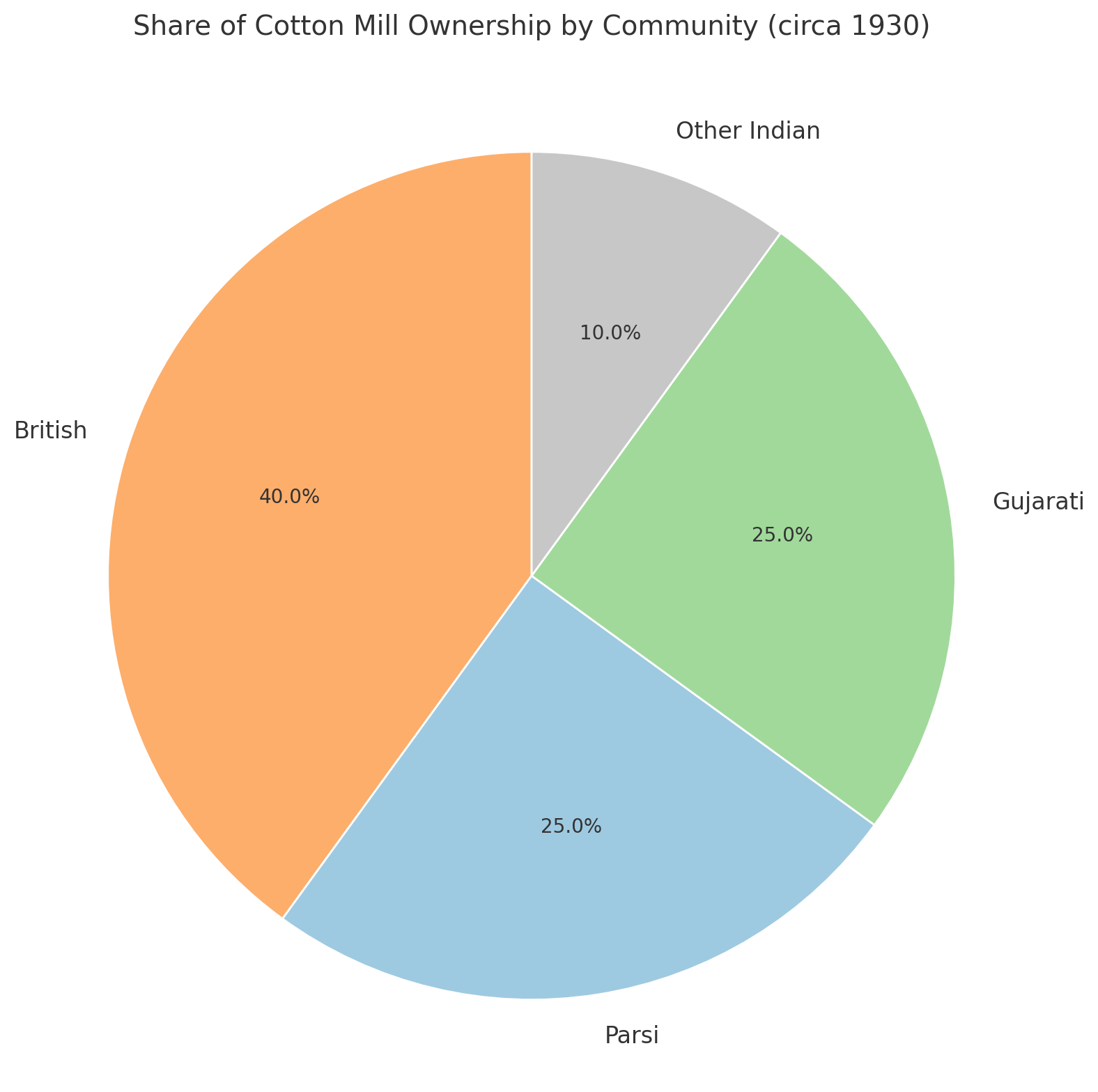
- Entrepreneurial Drive: Indian businessmen, particularly from the Parsi and Gujarati communities, showed considerable entrepreneurial spirit, investing capital and expertise.
- Growing Domestic Market: Despite competition from British goods, India’s large population provided a substantial domestic market for coarse and medium-count cloth.
- Geographical Concentration:
- Bombay (Mumbai): Became the leading center for cotton textile production, accounting for a significant share of the total mills. Its port facilities were crucial for importing machinery and exporting finished goods.
- Ahmedabad: Emerged as another major hub, known for its strong entrepreneurial base and access to local cotton.
- Other Centers: Madras (Chennai), Kanpur, and Calcutta (Kolkata) also developed smaller but significant textile industries.
- Scale of Operations:
- Early mills typically started with a few thousand spindles and a few hundred looms.
- By the early 20th century, larger mills could house tens of thousands of spindles and over a thousand looms.
- For instance, a mill with 50,000 spindles and 1,000 looms would require approximately 2,000 to 3,000 workers operating in shifts.
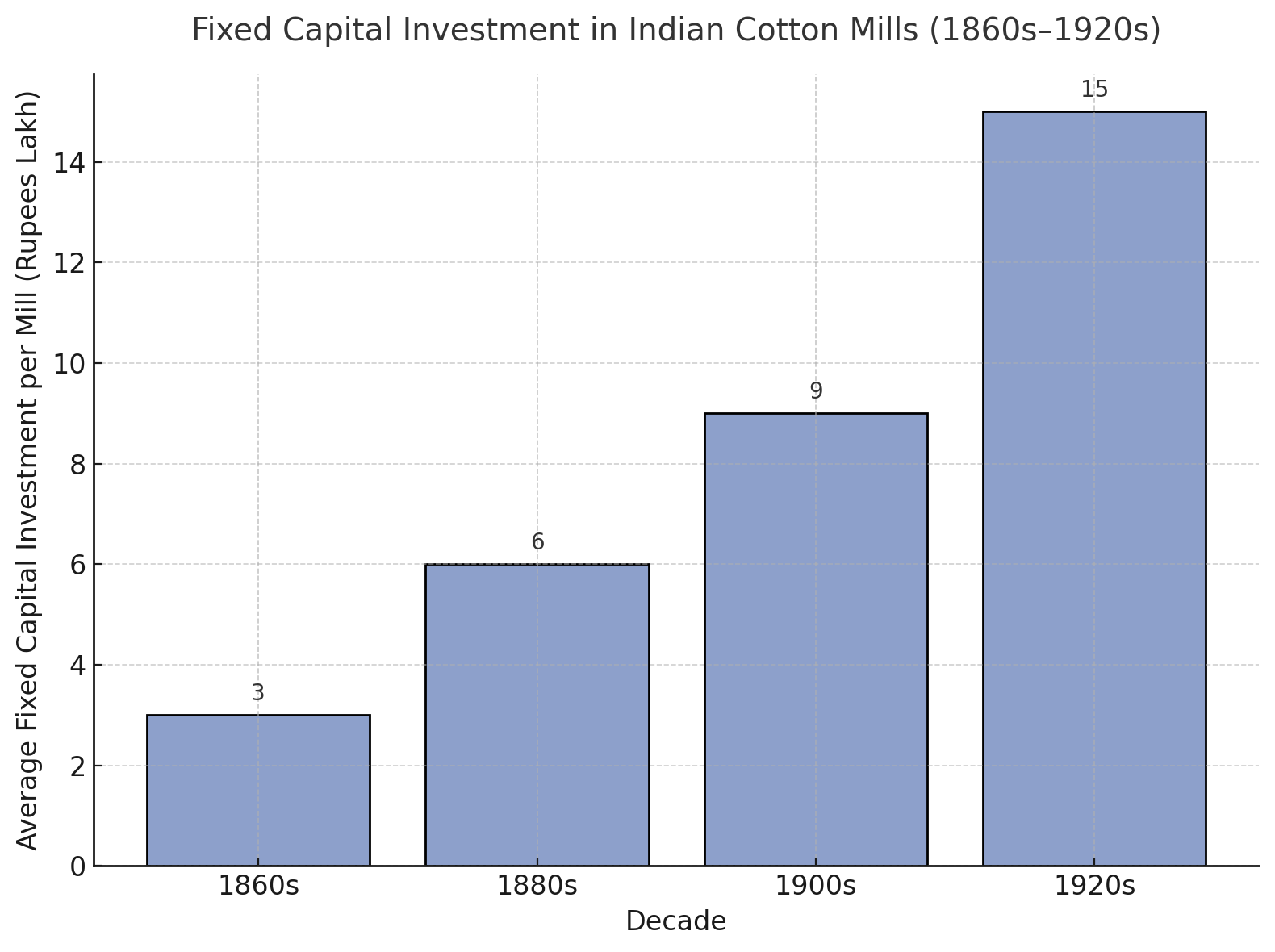
- Capital Investment:
- Initial capital for these mills often came from trading profits accumulated by Indian merchants.
- For a medium-sized mill (say, 20,000 spindles), the initial capital investment in the late 19th century could be in the range of 5-10 lakh rupees (0.5 to 1 million rupees), a substantial sum at the time.
- Numerical Problem: If a mill requires an initial investment of 7.5 lakh rupees and its annual profit is 75,000 rupees, calculate the simple payback period.
- Solution: Payback period =
[latex]\frac{\text{Initial Investment}}{\text{Annual Profit}}[/latex]=[latex]\frac{7,50,000}{75,000}[/latex]= 10 years.
- Solution: Payback period =
Raw Cotton Cultivation and Supply Chain
The success of both traditional handloom and modern mill industries was fundamentally dependent on the cultivation and efficient supply of raw cotton, a process significantly influenced by British agricultural policies and infrastructure development.
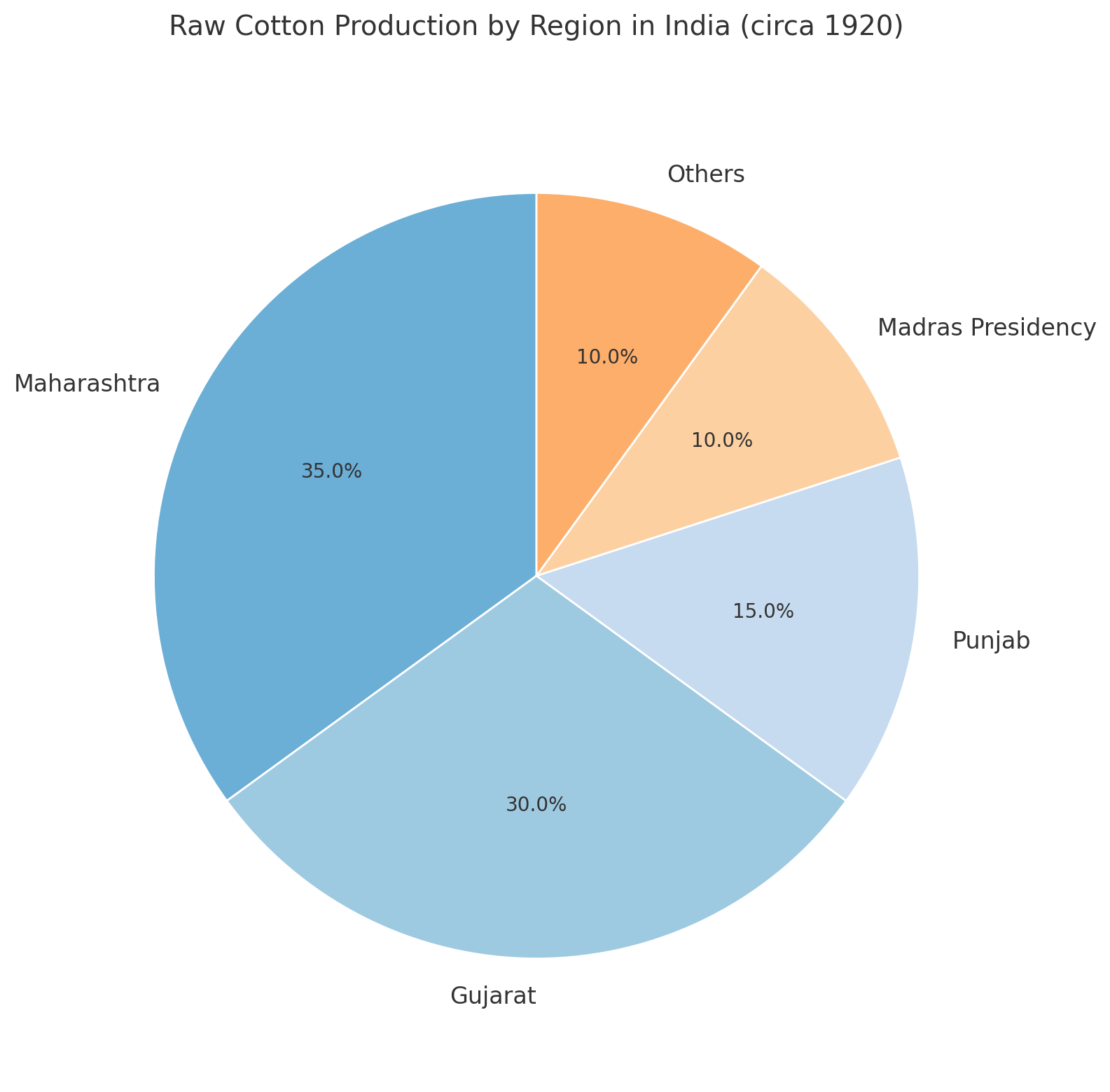
- Cotton Varieties and Cultivation Regions:
- Indigenous Varieties: India traditionally grew short-staple cotton, suitable for coarse to medium-count yarns. Examples include
[latex]\textit{Gossypium herbaceum}[/latex]and[latex]\textit{Gossypium arboreum}[/latex]. - Introduction of Long-Staple Varieties: The British introduced and encouraged the cultivation of American upland cotton (
[latex]\textit{Gossypium hirsutum}[/latex]) to meet the demands of Lancashire mills for finer yarns. - Major Growing Regions:
- Deccan Plateau (Maharashtra, Gujarat, Madhya Pradesh): Known for black cotton soils, ideal for cotton cultivation.
- Punjab, Sind: Irrigated areas where long-staple varieties flourished.
- Madras Presidency: Another significant cotton-growing region.
- Indigenous Varieties: India traditionally grew short-staple cotton, suitable for coarse to medium-count yarns. Examples include
- Cultivation Practices:
- Predominantly rain-fed agriculture in many areas, making yields susceptible to monsoon fluctuations.
- Smallholding farmers formed the backbone of cotton cultivation, often under debt to moneylenders and traders.
- The average yield of raw cotton in India in the early 20th century was relatively low, around 80-100 lbs per acre, compared to over 200 lbs per acre in the US.
- The Cotton Supply Chain:
- Farmers: Cultivated cotton, often selling it to local traders or agents.
- Local Traders/Moneylenders: Provided credit to farmers and purchased cotton at the village level.
- Wholesalers/Middlemen: Aggregated cotton from local traders and transported it to ginning factories or major markets.
- Ginning Factories: Separated cotton lint from seeds. The number of ginning factories grew significantly; by 1910, there were over 1,500 such factories across India.
- Pressing Factories: Compressed ginned cotton into bales for efficient transport. A standard cotton bale weighed approximately 400 pounds (around 180 kg).
- Exporters/Mill Owners: Purchased baled cotton from wholesale markets for export or domestic mill consumption.
- Impact of Commercialization of Agriculture:
- The emphasis on cash crops like cotton led to a shift away from subsistence farming in many regions.
- Farmers became more integrated into the global market economy but also more vulnerable to price fluctuations and crop failures.
- Illustrative Example: During the American Civil War (1861-1865), India’s raw cotton exports to Britain surged, leading to a temporary boom for Indian cotton farmers. However, once American cotton re-entered the market, prices collapsed, causing distress.
Internal Transport Infrastructure and Costs
The development of transport infrastructure, particularly railways, was a crucial element in integrating India’s vast hinterland with its port cities, facilitating the movement of raw cotton for export and finished goods for distribution.
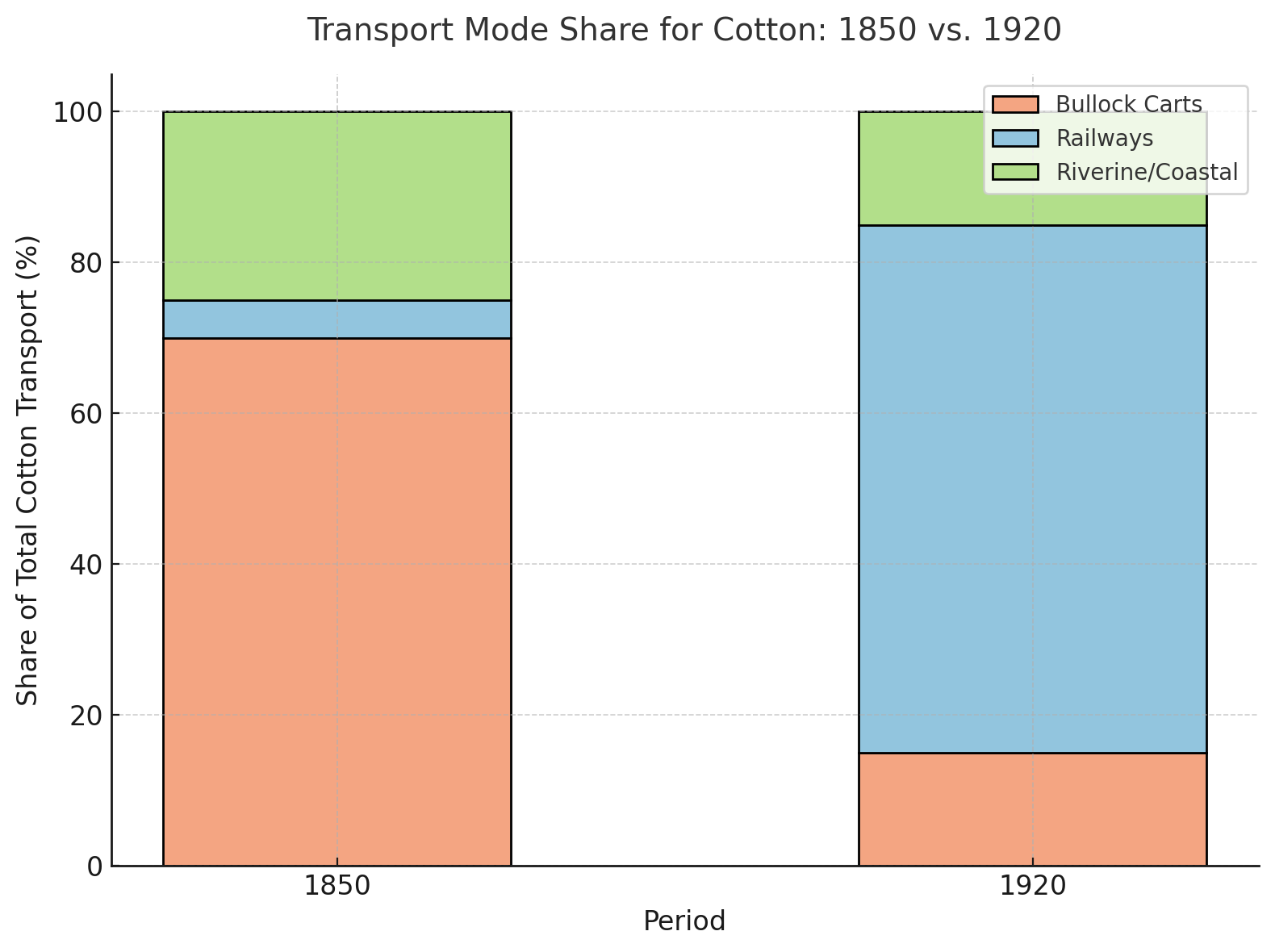
- Traditional Modes of Transport:
- Bullock Carts: Remained the most prevalent mode for short-distance transport from farms to local markets or riverheads. Slow and capacity-limited, a typical cart could carry 1-2 bales of cotton.
- Riverine Transport: Important for regions near navigable rivers like the Ganges, Yamuna, and Indus. Barges and country boats were used, offering cheaper bulk transport than carts over longer distances.
- The Advent of Railways:
- The first passenger train ran in 1853 (Bombay to Thane). The railway network rapidly expanded under British administration, primarily for strategic (military) and economic (raw material extraction) purposes.
- By 1900, India had over 25,000 miles (approximately 40,000 km) of railway lines, making it one of the largest networks in the world.
- Key Routes: Many lines were built to connect major cotton-growing areas (e.g., Nagpur, Ahmedabad) to port cities (Bombay, Calcutta, Madras).
- Impact of Railways on Cotton Transport:
- Reduced Costs and Time: Railways significantly reduced the cost and time of transporting raw cotton from the interior to ports and mills.
- A typical journey that might take weeks by bullock cart could be completed in days by train.
- The cost of transporting 1 ton-km of cotton by rail was often 50-70% lower than by bullock cart.
- Expanded Market Reach: Mills could source cotton from more distant areas, and their finished goods could reach wider domestic markets.
- Increased Volume: Railways enabled the bulk movement of cotton, crucial for the expanding mill industry and export trade.
- Roads and Coastal Shipping:
- Roads: Remained largely undeveloped, primarily feeder roads to railway stations or for local movement. Metalled roads were scarce.
- Coastal Shipping: Important for inter-port movement of raw cotton and textiles, especially between Bombay, Calcutta, and Madras. Steamers began to replace traditional sailing vessels, increasing speed and capacity.
- Numerical Problem: A cotton bale needs to be transported 500 km from a ginning factory to a port. If the cost by bullock cart is 0.2 rupees per ton-km and by rail is 0.08 rupees per ton-km, calculate the cost saving per bale (assume 1 bale = 180 kg).
- Solution:
- Weight in tons = 180 kg / 1000 kg/ton = 0.18 tons.
- Cost by cart = 0.18 tons * 500 km * 0.2 Rs/ton-km = 18 rupees.
- Cost by rail = 0.18 tons * 500 km * 0.08 Rs/ton-km = 7.2 rupees.
- Cost saving = 18 – 7.2 = 10.8 rupees per bale.
- Solution:
Export and Import Dynamics of Cotton and Textiles
The international trade in cotton and cotton textiles was a defining feature of the pre-Independence Indian economy, evolving dramatically under colonial rule.
- Pre-Colonial Export Dominance:
- As discussed, India was a major exporter of finished cotton textiles globally until the late 18th century.
- Its muslins, calicoes, and chintz were highly sought after, with trade routes extending to Europe, Africa, and Asia.
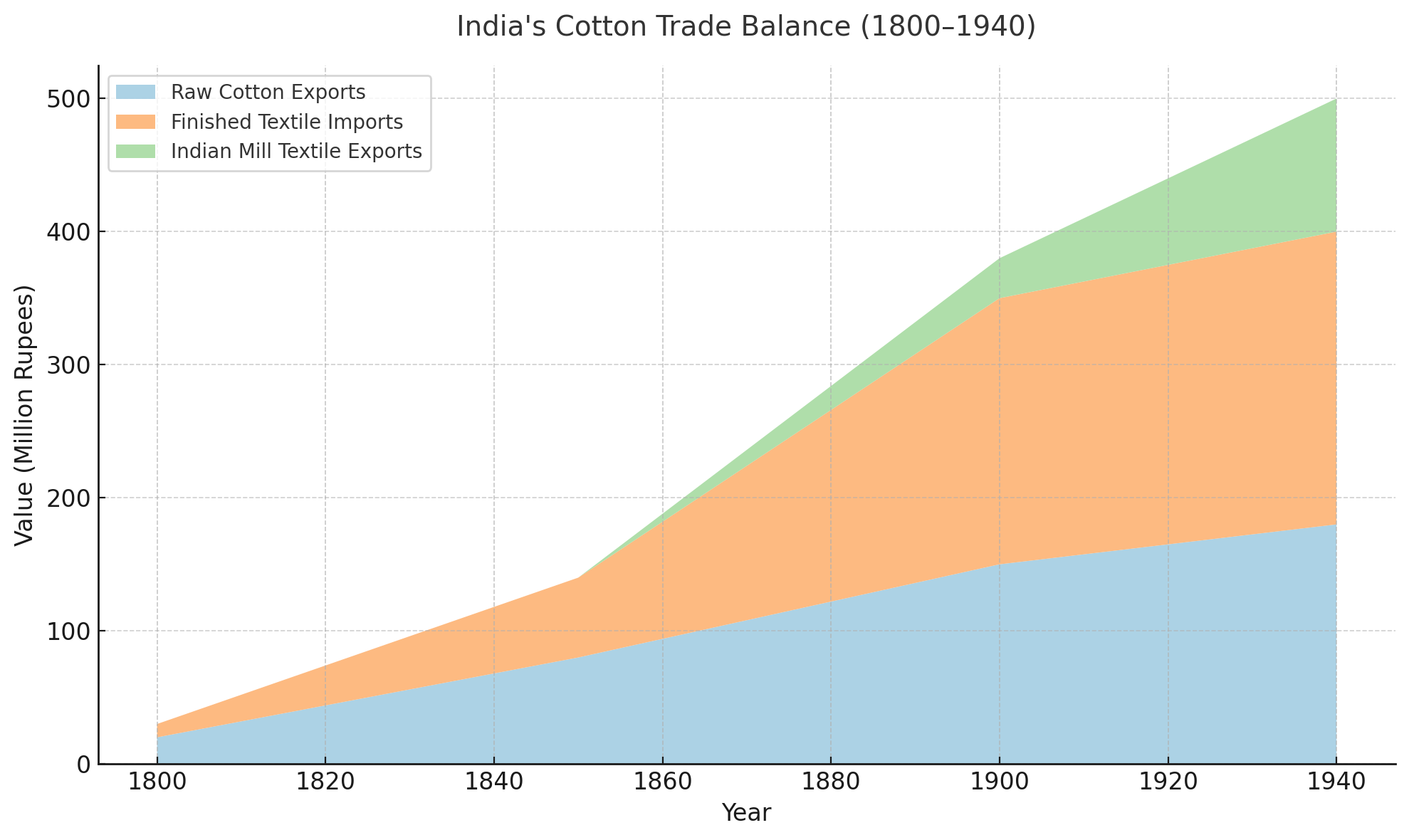
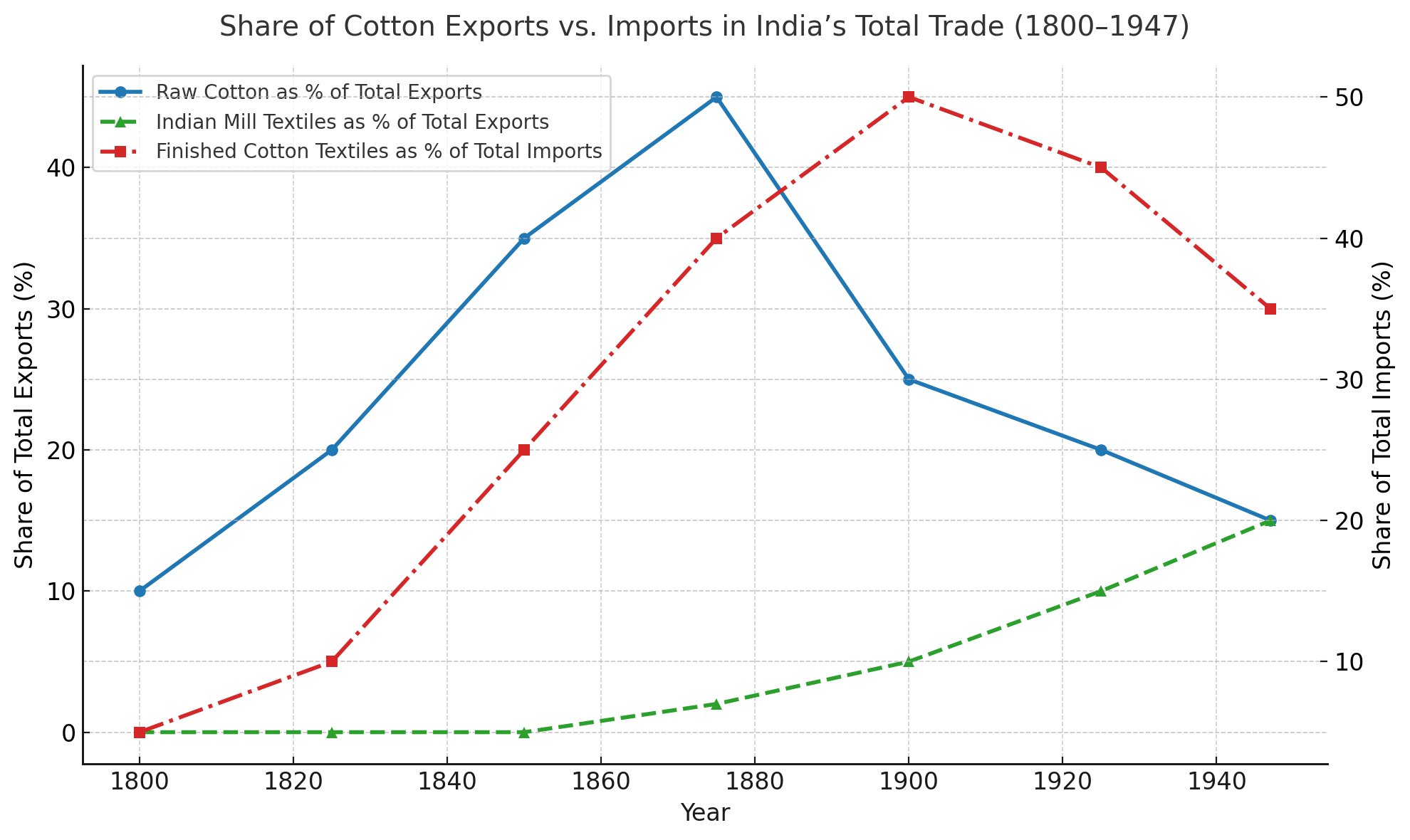
- Shift to Raw Cotton Exports:
- From the early 19th century, British policy actively promoted the export of raw cotton from India to feed its own industrial mills.
- By the mid-19th century, raw cotton became one of India’s primary export commodities.
- Key Export Markets: Britain was the dominant destination, particularly Lancashire. Other European countries and Japan also imported Indian raw cotton.
- Value of Raw Cotton Exports: In 1850, raw cotton exports accounted for about 15% of India’s total exports. This figure rose dramatically during the American Civil War, exceeding 40% in some years (e.g., 1864-65), before stabilizing around 20-25% by the early 20th century.
- Import of Finished Textiles:
- Concurrently, India transformed from a net exporter of finished textiles to a massive importer of British machine-made cloth.
- By 1850, Lancashire textiles constituted over 50% of the Indian textile market.
- Value of Textile Imports: In 1850, finished cotton textiles accounted for roughly 25-30% of India’s total imports, signifying its role as a captive market.
- Emergence of Indian Mill Exports:
- As modern Indian cotton mills developed, they began to compete, first in the domestic market, and then in export markets for coarser yarns and cloth.
- Markets for Indian Mill Exports: China became a significant market for Indian cotton yarn, especially from the 1890s to the 1920s. Japan also became a competitor and importer.
- In 1905-06, India exported 230 million pounds of cotton yarn and 80 million yards of cotton piece goods.
- Numerical Problem: If India’s raw cotton exports increased from 100 million rupees in 1860 to 300 million rupees in 1870, calculate the annual compound growth rate (
[latex]r[/latex]). Use the formula[latex]\text{Final Value} = \text{Initial Value} \times (1+r)^{\text{number of years}}[/latex].- Solution:
[latex]300 = 100 \times (1+r)^{10}[/latex][latex]3 = (1+r)^{10}[/latex][latex](1+r) = 3^{1/10}[/latex][latex](1+r) \approx 1.116[/latex][latex]r \approx 0.116[/latex]or 11.6% annual compound growth.
- Solution:
Labor Conditions and Social Impact
The transformation of the cotton industry had profound social consequences, affecting millions of workers in both traditional and modern sectors.
- Impact on Traditional Artisans:
- Displacement and Poverty: The decline of the handloom industry led to widespread unemployment and impoverishment among weavers and spinners.
- Many were forced to return to agriculture, increasing pressure on land, or migrate to cities in search of alternative livelihoods, often ending up as casual laborers.
- The artisan population engaged in textiles decreased significantly, estimated to be from over 20% of the non-agricultural workforce in 1800 to less than 10% by 1900.
- Labor in Modern Mills:
- Migration: Rural laborers, often landless or displaced artisans, migrated to urban centers like Bombay and Ahmedabad to work in the mills.
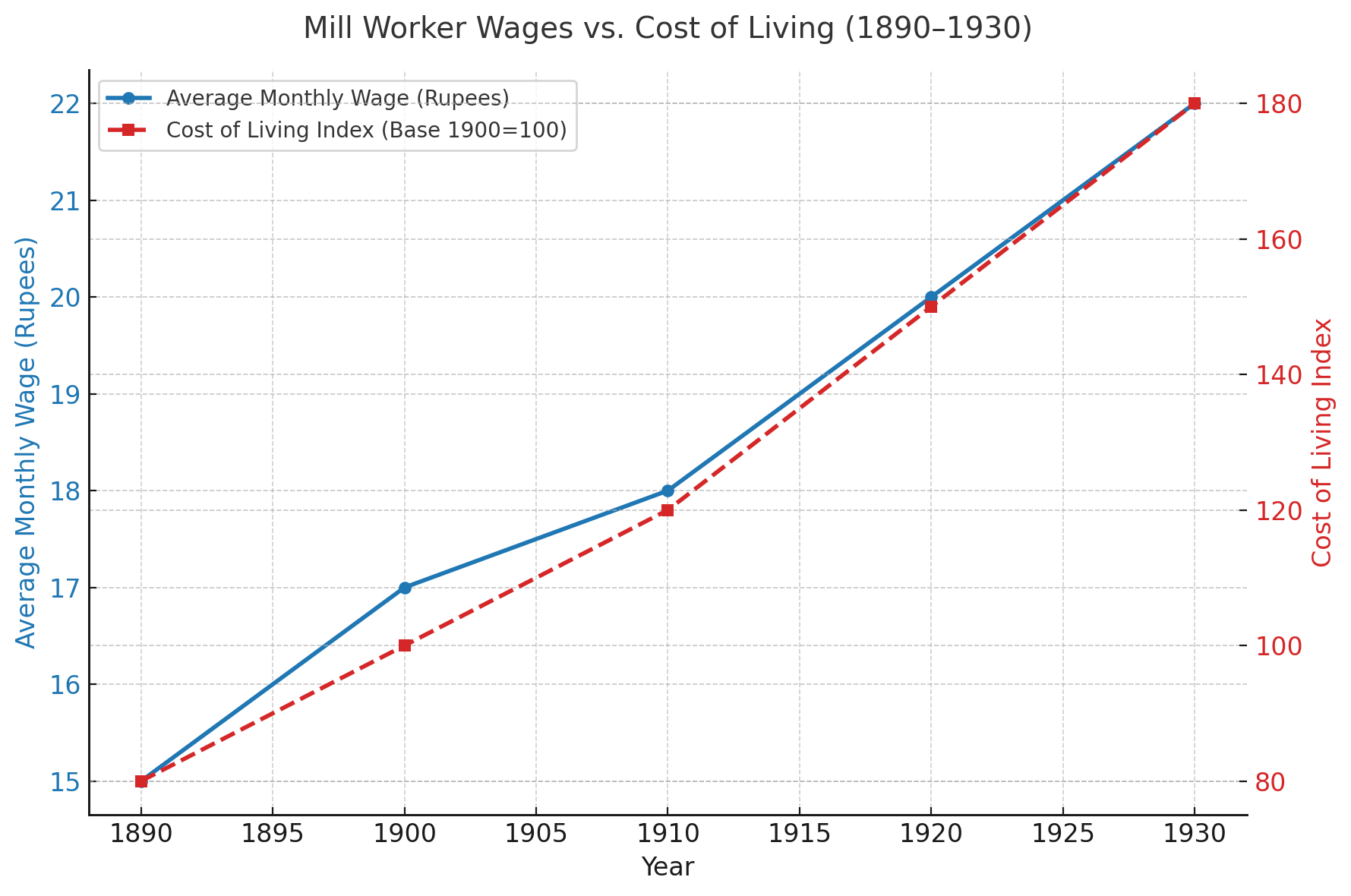
- Working Conditions:
- Long Hours: Typically 12-14 hour shifts, six days a week, often with minimal breaks.
- Low Wages: Wages were extremely low, barely sufficient for subsistence. A mill worker in Bombay in the early 20th century might earn 15-20 rupees per month, while a family needed at least 30-40 rupees for basic survival.
- Child Labor: Widespread, with children as young as 7-8 years old employed for long hours in hazardous conditions.
- Poor Sanitation and Safety: Mills were often poorly ventilated, noisy, and dangerous, leading to high rates of accidents and diseases like tuberculosis.
- Housing: Workers lived in congested, unsanitary chawls (tenements) near the mills, lacking basic amenities.
- Labor Legislation (Limited Impact):
- Early factory acts (e.g., Indian Factories Act of 1881, 1891) attempted to regulate working hours for women and children and provide some safety measures.
- However, enforcement was weak, and the acts were primarily aimed at protecting British textile interests by increasing costs for Indian mills, rather than genuine worker welfare.
- For example, the 1891 act limited women’s work to 11 hours and children’s to 7 hours, but adult male labor remained unregulated.
- Rise of Labor Movements (Early Stages):
- Despite repressive conditions, early forms of labor organization began to emerge.
- Initial protests were often localized and spontaneous, focusing on specific grievances like wage cuts or unfair dismissals.
- The Bombay Millhands’ Association (1890) formed by N.M. Lokhande, is considered one of the earliest labor organizations, though it was not a formal trade union.
Role of Technology and Capital Investment
The adoption of new technologies and the sources of capital were critical in shaping the modern cotton industry in pre-Independence India, often contrasting with the state of traditional crafts.
- Technological Gap with Britain:
- While Britain embraced power looms and advanced spinning machinery from the late 18th century, India’s handloom sector largely remained technologically static.
- The efficiency ratio was stark: one power loom in Britain could produce as much cloth as 10-20 Indian handlooms.
- Technology in Indian Mills:
- Indian mills largely imported machinery from Britain (Lancashire and Manchester) and later from other European countries or Japan.
- Early mills predominantly used ring spindles for spinning and automatic or semi-automatic looms for weaving.
- Examples of Machinery: Platt Brothers, Howard and Bullough were common suppliers of spinning machinery.
- The cost of importing a complete set of machinery for a medium-sized mill was substantial, often 60-70% of the total capital investment.
- Sources of Capital:
- Indian Entrepreneurs: As mentioned, initial capital often came from merchant capital accumulated through trade, particularly by Parsi and Gujarati communities.
- Managing Agency System: A unique feature of Indian industry, where managing agents (often British or Parsi firms) controlled and managed multiple mills, raising capital and providing expertise. This system, while facilitating growth, also led to concentration of ownership and sometimes exploitation.
- Banks and Share Capital: Over time, commercial banks (both Indian and British) and public share subscriptions played a growing role in financing mill expansion.
- Numerical Problem: A new mill requires machinery costing 5 lakh rupees. If the machinery depreciates at a rate of 10% per annum, what will be its book value after 3 years? Use the formula
[latex]\text{Book Value} = \text{Initial Cost} \times (1 - \text{Depreciation Rate})^{\text{Years}}[/latex].- Solution:
[latex]\text{Book Value} = 5,00,000 \times (1 - 0.10)^3[/latex][latex]\text{Book Value} = 5,00,000 \times (0.9)^3[/latex][latex]\text{Book Value} = 5,00,000 \times 0.729[/latex][latex]\text{Book Value} = 3,64,500[/latex]rupees.
- Solution:
- Technological Upgrades and Challenges:
- Indian mills often lagged behind their British and Japanese counterparts in adopting the latest technology due to capital constraints and the desire to use cheaper, older machinery.
- The Swadeshi movement encouraged the use of indigenous products but did not immediately translate into significant technological innovation within Indian mills.
Government Policies and Protectionism
British colonial economic policies profoundly shaped the environment for the cotton industry, oscillating between periods of free trade and limited protection, often to Britain’s advantage.
- Laissez-faire and Free Trade (British Perspective):
- For much of the 19th century, British policy in India was characterized by a commitment to “free trade.”
- This meant low or no import duties on British manufactured goods entering India and encouragement of raw material exports from India.
- This policy severely undermined nascent Indian industries.
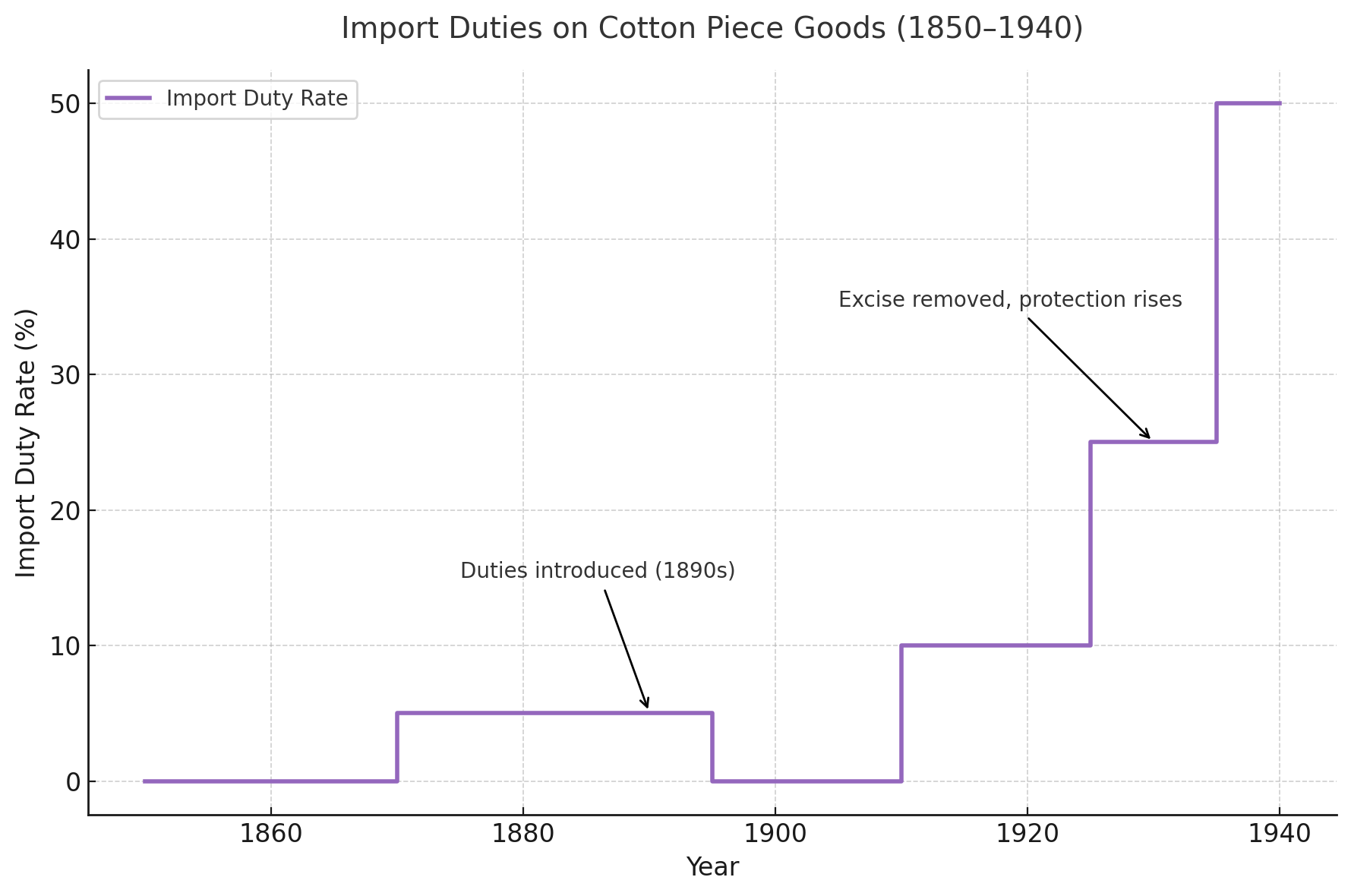
- Cotton Duties Controversy:
- Indian Import Duties: When the Indian government, needing revenue, imposed import duties on cotton textiles (e.g., 5% ad valorem in 1894), it faced strong opposition from Lancashire.
- Countervailing Excise Duty: To appease Lancashire, a countervailing excise duty of 3.5% was imposed on Indian-made cotton cloth in 1896, effectively nullifying the protection for Indian mills. This was a clear example of colonial economic subjugation.
- Impact: The excise duty hampered the growth and competitiveness of Indian mills, forcing them to compete on unequal terms.
- Limited Protectionism and Swadeshi Movement:
- The Swadeshi movement (early 20th century) strongly advocated for boycotting British goods and promoting Indian-made products, giving a moral boost to Indian mills.
- Post-World War I, due to economic pressures and growing nationalist sentiment, some limited protective tariffs were introduced.
- Fiscal Autonomy Convention (1921): Allowed the Government of India to formulate its own fiscal policy, though still under British ultimate control.
- Tariff Board: Established in 1923, it recommended protective duties for certain industries.
- Protection for Cotton Industry: In the 1920s and 1930s, tariffs were raised on imported cotton piece goods, especially against Japanese competition, offering some relief to Indian mills. For example, duties on non-British cotton piece goods were raised to 25% and then to 50% by the early 1930s.
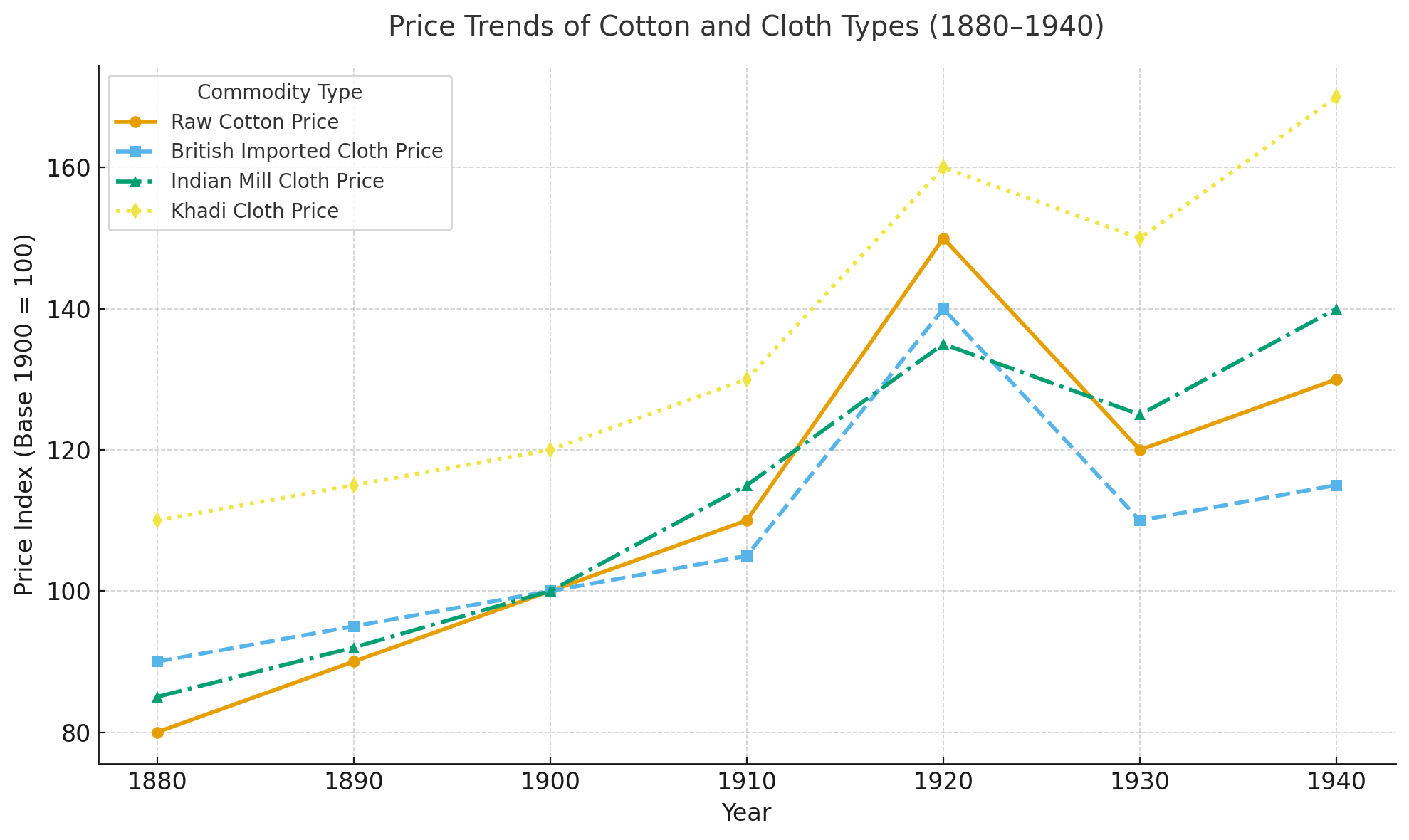
- Impact of Global Economic Events:
- World War I: Boosted Indian mill production as British supplies were disrupted.
- Great Depression (1929-1939): Led to a sharp decline in demand and prices, severely impacting both raw cotton growers and textile mills.
- World War II: Again stimulated Indian industrial production, as Britain relied more heavily on colonial supplies.
- Numerical Problem: An Indian mill produces cloth at a cost of 10 rupees per meter. British cloth is imported at 8 rupees per meter. If a 25% import duty is levied on British cloth, what is the new effective price of British cloth in India, and how much protection does it offer to the Indian mill?
- Solution:
- Effective price of British cloth =
[latex]8 \times (1 + 0.25)[/latex]=[latex]8 \times 1.25[/latex]= 10 rupees per meter. - Protection offered: The Indian mill can now compete at the same price, or even slightly lower its price to capture market share. The duty effectively brings the imported price up to the domestic cost of production, providing 25% ad valorem protection.
- Effective price of British cloth =
- Solution:
Financing and Banking in the Cotton Sector
The financial architecture of pre-Independence India, including traditional credit systems and modern banking, played a crucial role in enabling or hindering the cotton industry’s development.
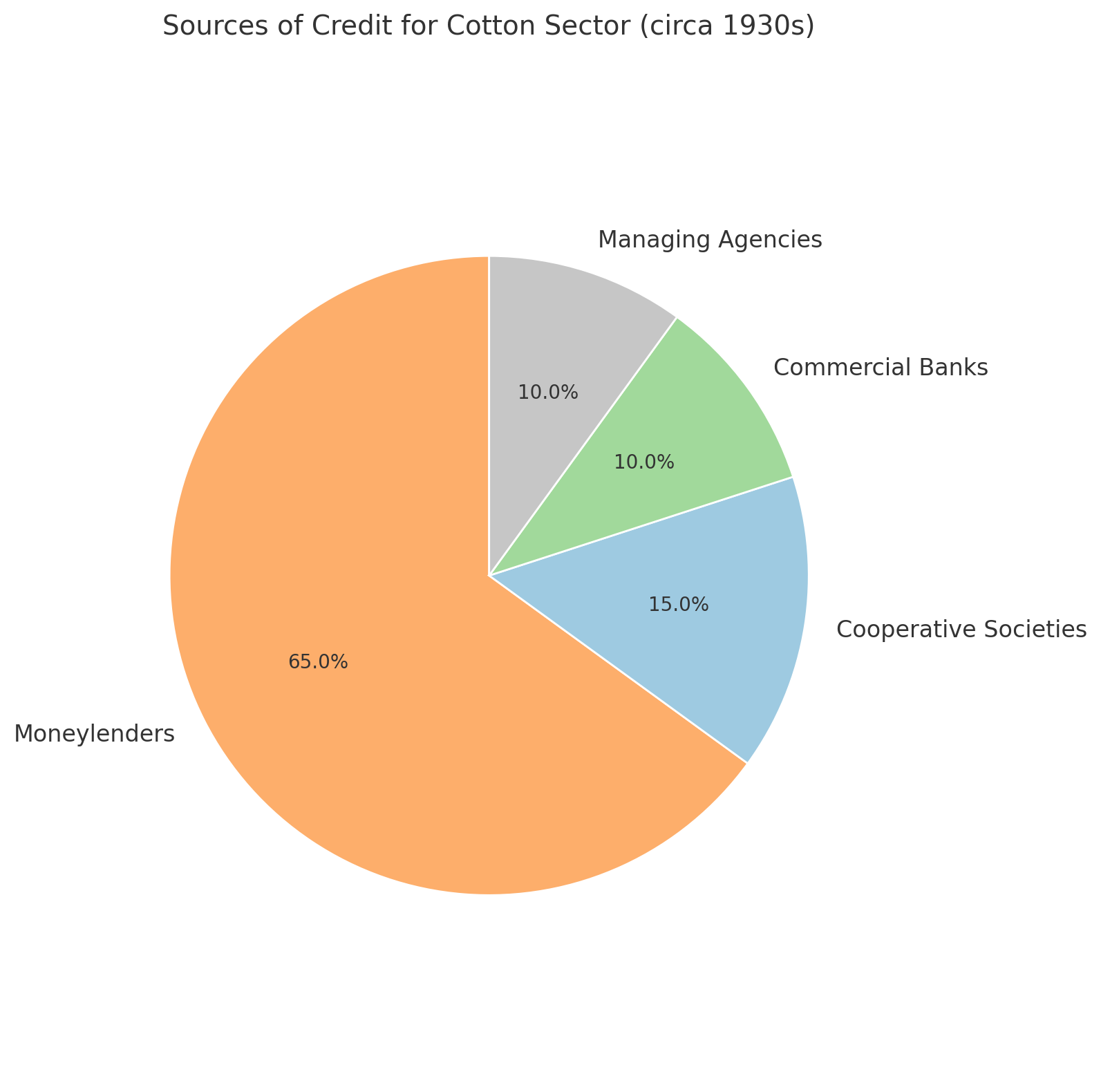
- Traditional Credit Mechanisms:
- Moneylenders (Sahukars/Mahajans): Were the primary source of credit for cotton farmers and many small-scale weavers.
- High Interest Rates: Often charged exorbitant interest rates, leading to chronic indebtedness among farmers. Rates could range from 20% to over 100% per annum.
- Tied Sales: Farmers were often compelled to sell their cotton to moneylenders at pre-determined, low prices as part of their loan agreements.
- Indigenous Bankers (Hundis): Facilitated trade finance through instruments like
[latex]\textit{hundis}[/latex](bills of exchange), particularly for inter-regional trade in raw cotton and textiles.
- Emergence of Modern Banking:
- Presidency Banks: Bank of Bengal (1806), Bank of Bombay (1840), and Bank of Madras (1843) were pioneers, later merging to form the Imperial Bank of India in 1921.
- Joint-Stock Banks: Indian-owned banks like Punjab National Bank (1895), Bank of India (1906), and Central Bank of India (1911) emerged, largely driven by nationalist sentiments and the need to finance Indian enterprise.
- Foreign Banks: Chartered Bank, National Bank of India, Grindlays Bank focused mainly on financing foreign trade and British businesses.
- Banking’s Role in Cotton Mills:
- Working Capital: Banks provided short-term loans for working capital (raw cotton purchases, wages, inventory).
- Fixed Capital: Less involved in long-term fixed capital financing, which was often met through managing agencies, share capital, or retained earnings.
- Bill Discounting: Facilitated trade by discounting bills of exchange drawn against cotton sales and purchases.
- Challenges in Financing:
- Credit Scarcity for Farmers: Despite cotton being a major cash crop, institutional credit for farmers remained woefully inadequate, leaving them at the mercy of moneylenders.
- Bias Towards British Firms: Foreign banks often prioritized lending to British trading houses and managing agencies.
- Financial Crises: Periodical banking crises (e.g., 1913-14) affected the availability of credit.
- Numerical Problem: A cotton farmer takes a loan of 500 rupees from a moneylender at an annual interest rate of 30%. If the loan is repaid after 1.5 years, how much total interest does the farmer pay? Use simple interest calculation:
[latex]\text{Interest} = \text{Principal} \times \text{Rate} \times \text{Time}[/latex].- Solution:
[latex]\text{Interest} = 500 \times 0.30 \times 1.5[/latex][latex]\text{Interest} = 225[/latex]rupees.
- If the farmer additionally has to sell 100 kg of cotton (market price 5 rupees/kg) to the moneylender for 4 rupees/kg as part of the loan agreement, calculate the effective additional cost.
- Additional cost =
[latex]100 \times (5 - 4)[/latex]= 100 rupees. - Total effective cost to farmer (interest + tied sale loss) = 225 + 100 = 325 rupees.
- Additional cost =
- Solution:
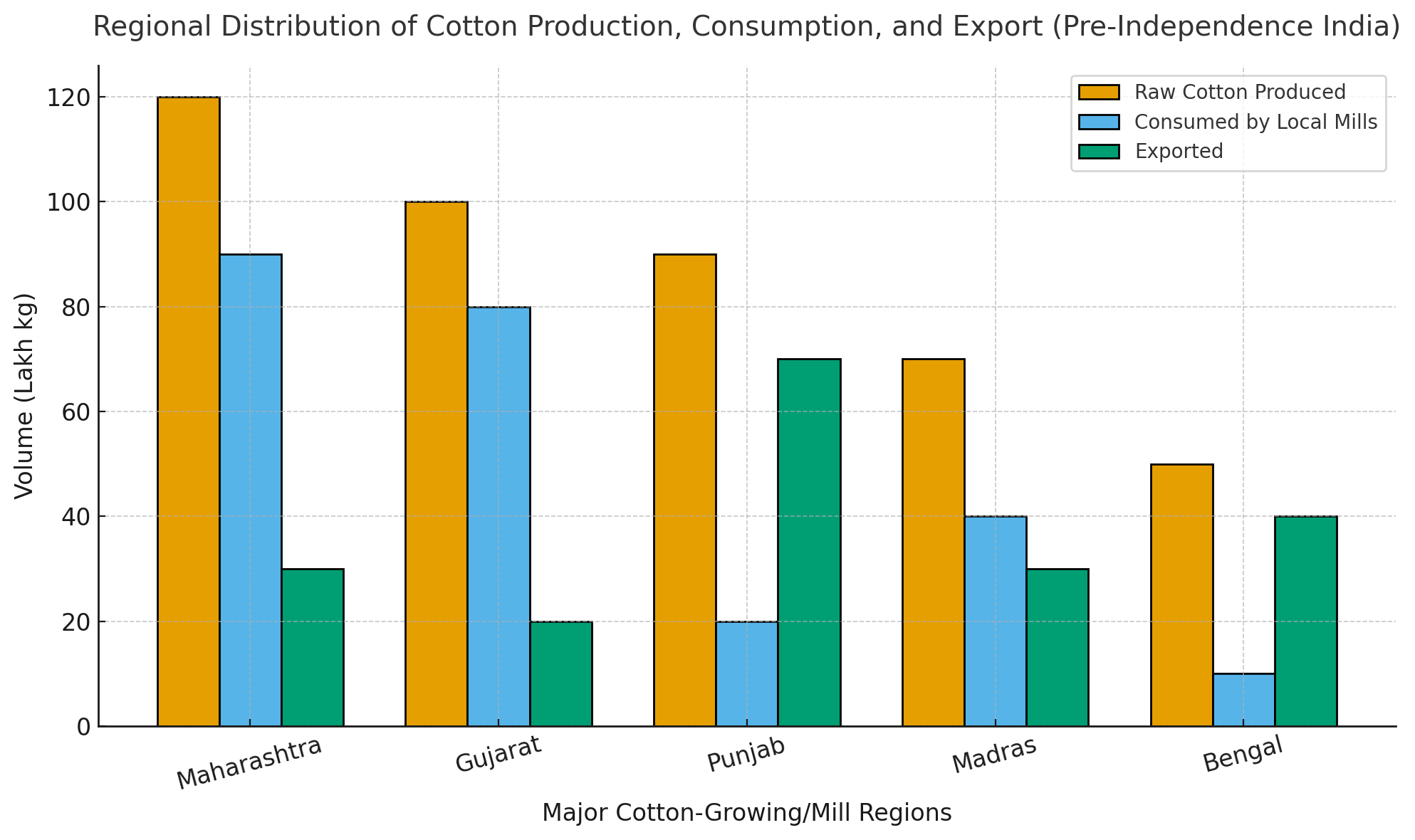
Economic Impact of Cotton on Regional Economies
The cotton industry’s growth and decline had differential economic impacts across various regions of pre-Independence India, creating pockets of prosperity and deprivation.
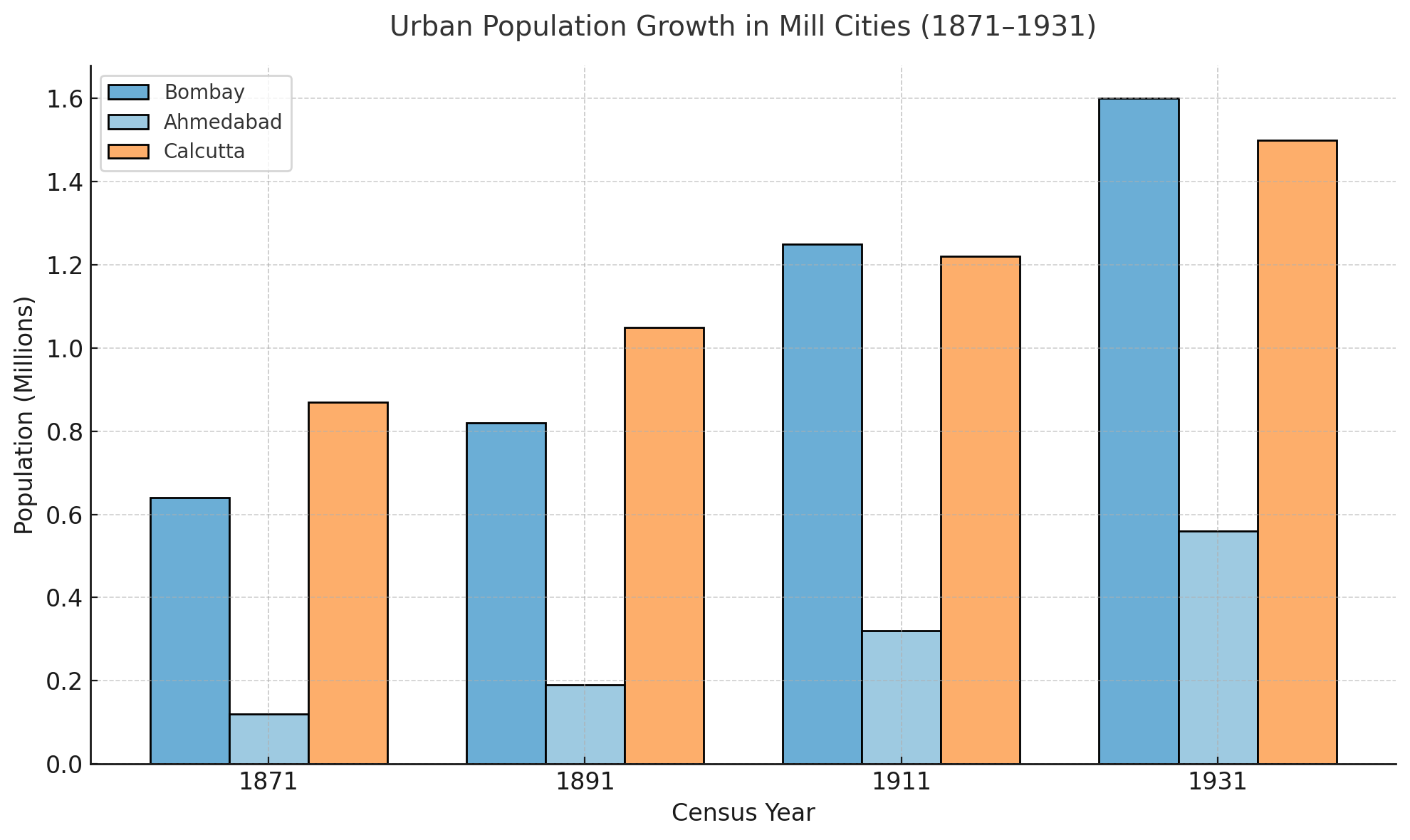
- Prosperity in Mill Centers:
- Bombay and Ahmedabad: These cities experienced significant industrial growth, urbanization, and population influx due to the concentration of cotton mills.
- Employment Generation: Mills provided direct and indirect employment to hundreds of thousands of workers, traders, and ancillary service providers.
- Income Multiplier Effect: Wages earned by mill workers stimulated local economies through increased demand for food, housing, and other goods and services.
- Development of Infrastructure: Port facilities, railways, and urban amenities developed around these industrial hubs.
- Impact on Cotton-Growing Regions:
- Increased Cash Crop Production: Regions like Gujarat, Maharashtra, Punjab, and Madras Presidency saw a shift towards commercial cotton cultivation.
- Monetization of Rural Economy: Farmers became more integrated into the money economy, moving away from barter.
- Vulnerability to Market Fluctuations: Dependent on global cotton prices, farmers faced significant risks from price crashes and crop failures.
- Debt Cycle: The need for initial capital, reliance on moneylenders, and fluctuating incomes often led to a vicious cycle of debt.
- Famines: Diversion of land from food crops to cash crops like cotton sometimes exacerbated food scarcity during famines, as observed in parts of the Deccan.
- Decline in Traditional Textile Centers:
- Bengal (Dacca Muslin): The region, once famous for its fine muslins, faced severe de-industrialization. Weavers became impoverished, and cities like Dacca lost their economic vibrancy as textile centers.
- Other Handloom Hubs: Across India, traditional weaving clusters suffered, leading to skill erosion and economic hardship.
- Inter-regional Trade and Linkages:
- The cotton trade fostered strong inter-regional economic linkages. Raw cotton from the Deccan moved to Bombay mills, and finished goods from Bombay were distributed across the country.
- This created a national market, albeit one dominated by colonial economic structures.
- Numerical Problem: If 100,000 workers migrate from rural areas to Bombay for mill work, and each worker supports an average of 3 dependents, calculate the total population increase attributable to this migration (assuming only direct dependents).
- Solution: Total population increase =
[latex]\text{Number of Workers} \times (1 + \text{Number of Dependents per Worker})[/latex]=[latex]1,00,000 \times (1 + 3)[/latex]=[latex]\text{4,00,000}[/latex]people. - If each worker spends 10 rupees per month on local goods, what is the total monthly expenditure stimulated in the local economy?
- Total expenditure =
[latex]1,00,000 \times 10[/latex]= 1,000,000 rupees (10 lakh rupees).
- Total expenditure =
- Solution: Total population increase =
Competition and Market Dynamics
The cotton market in pre-Independence India was characterized by intense competition from multiple sources, shaping pricing, production, and distribution strategies.
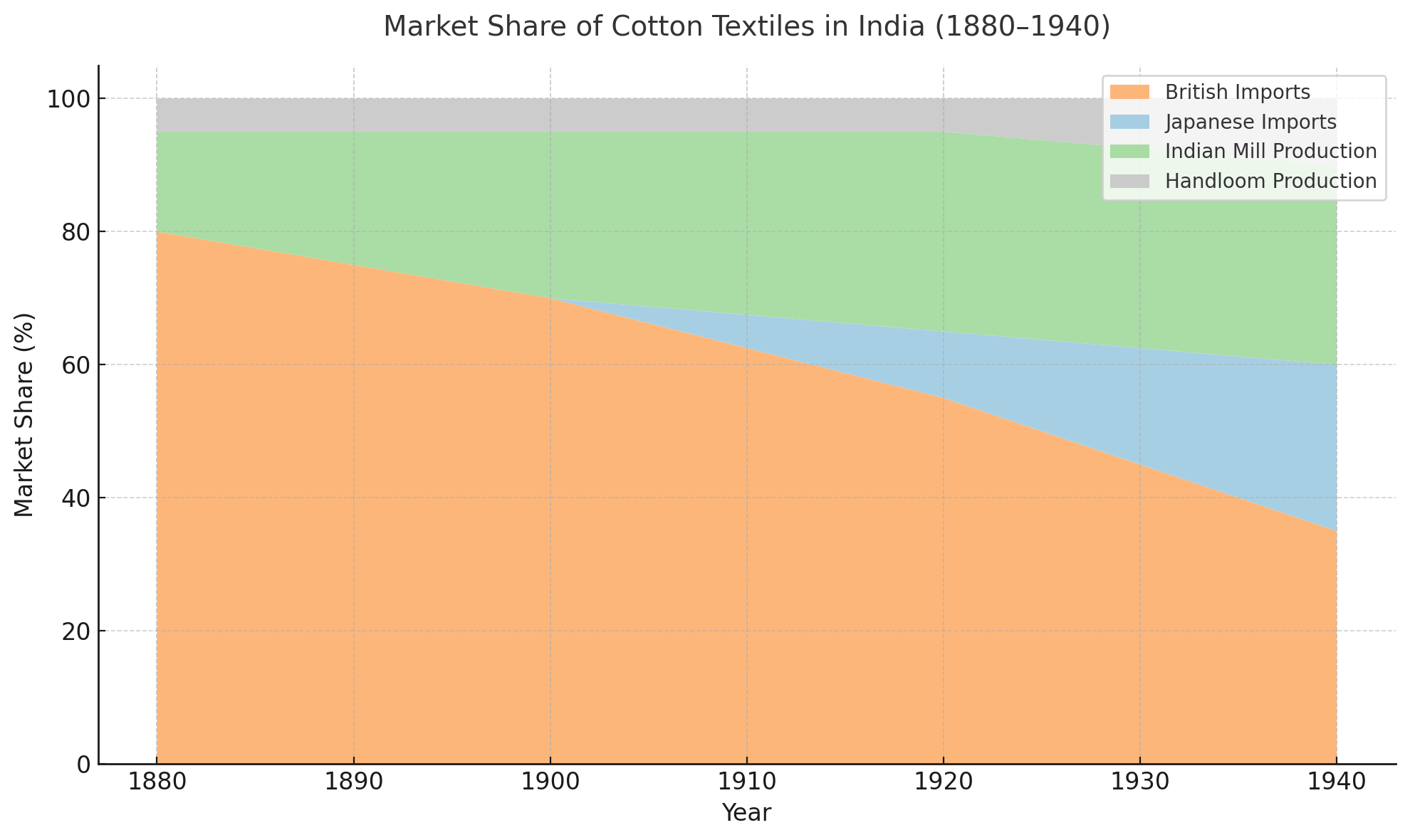
- Competition from British Imports:
- Dominance: British machine-made textiles were the primary competitive threat to both Indian handlooms and later, Indian mills.
- Price Advantage: Lower production costs in Lancashire due to advanced machinery and economies of scale, coupled with favorable colonial trade policies, gave British goods a significant price advantage.
- Quality: British mills could often produce finer count yarns and more consistent quality goods than early Indian mills.
- Competition from Japanese Imports:
- From the late 19th and early 20th centuries, Japan emerged as a formidable competitor in the Asian textile market, including India.
- Technological Advancement: Japanese mills rapidly adopted advanced spinning and weaving technology, often surpassing British efficiency in some areas.
- Lower Labor Costs: Compared to Britain, Japan had lower labor costs, allowing for competitive pricing.
- Specific Products: Japanese mills particularly excelled in finer count yarns and certain categories of piece goods, posing a direct threat to Indian mills.
- Internal Competition: Handlooms vs. Mills:
- Handloom Resilience: Despite de-industrialization, the handloom sector persisted, especially in rural areas, serving niche markets and producing specialized fabrics.
- Cost vs. Quality: Handlooms often couldn’t compete on price for mass-produced coarse cloth but retained an advantage in unique designs, intricate weaves, and custom orders.
- Government Support (limited): Towards the later colonial period, some efforts were made to support the handloom sector, realizing its employment potential.
- Competition in Raw Cotton Market:
- Global Demand: Indian raw cotton faced global competition from the US, Egypt, and other producers.
- Price Elasticity: The demand for Indian raw cotton was highly price-elastic, making growers vulnerable to international price movements.
- Domestic vs. Export Prices: Mill owners in India often complained about high domestic raw cotton prices driven by export demand, impacting their competitiveness.
- Numerical Problem: An Indian mill sells coarse cloth at 0.5 rupees per meter. A British import of similar quality is sold at 0.4 rupees per meter. A Japanese import of a finer quality sells at 0.6 rupees per meter. If the Indian mill wants to gain a 10% market share from the British import, what percentage price reduction is needed if the cross-price elasticity of demand between Indian and British cloth is -2?
- Solution:
[latex]\text{Percentage change in demand for Indian cloth} = \text{Elasticity} \times \text{Percentage change in price of British cloth}[/latex]- This problem is ill-posed as it asks for price reduction in Indian cloth to gain market share from British cloth, not a direct elasticity of demand for Indian cloth with respect to its own price or British price. Let’s reframe for a soluble problem: If the price elasticity of demand for Indian coarse cloth is -1.5, what percentage price reduction is needed to increase sales volume by 10%?
[latex]\text{Percentage change in quantity demanded} = \text{Price Elasticity of Demand} \times \text{Percentage change in price}[/latex][latex]10\% = -1.5 \times \text{Percentage change in price}[/latex][latex]\text{Percentage change in price} = \frac{10\%}{-1.5} \approx -6.67\%[/latex]- So, a price reduction of approximately 6.67% is needed.
- Solution:
Role of Managing Agencies
The Managing Agency System was a distinctive organizational structure in pre-Independence Indian industry, particularly prominent in the cotton textile sector, with both positive and negative implications.
- Structure of Managing Agencies:
- Firms (often British, Parsi, or Gujarati) that acted as promoters, financiers, and managers for a number of industrial units, including cotton mills.
- They typically held a controlling stake in the companies they managed and earned commissions based on profits or production.
- Functions and Advantages:
- Capital Formation: Played a crucial role in mobilizing capital for new ventures at a time when formal capital markets were nascent.
- Entrepreneurial Expertise: Provided managerial and technical expertise, often bringing in experienced personnel.
- Risk Bearing: As promoters, they often bore the initial risks of industrial ventures.
- Economies of Scale: Managing several mills under one agency could lead to economies of scale in purchasing raw materials, marketing, and shared technical services.
- Illustrative Example: Major managing agencies in the cotton sector included Jardine, Skinner & Co. (British), Sassoon J. David & Co. (Parsi), and Tata Sons (Parsi). Tata, for instance, managed Empress Mills in Nagpur.
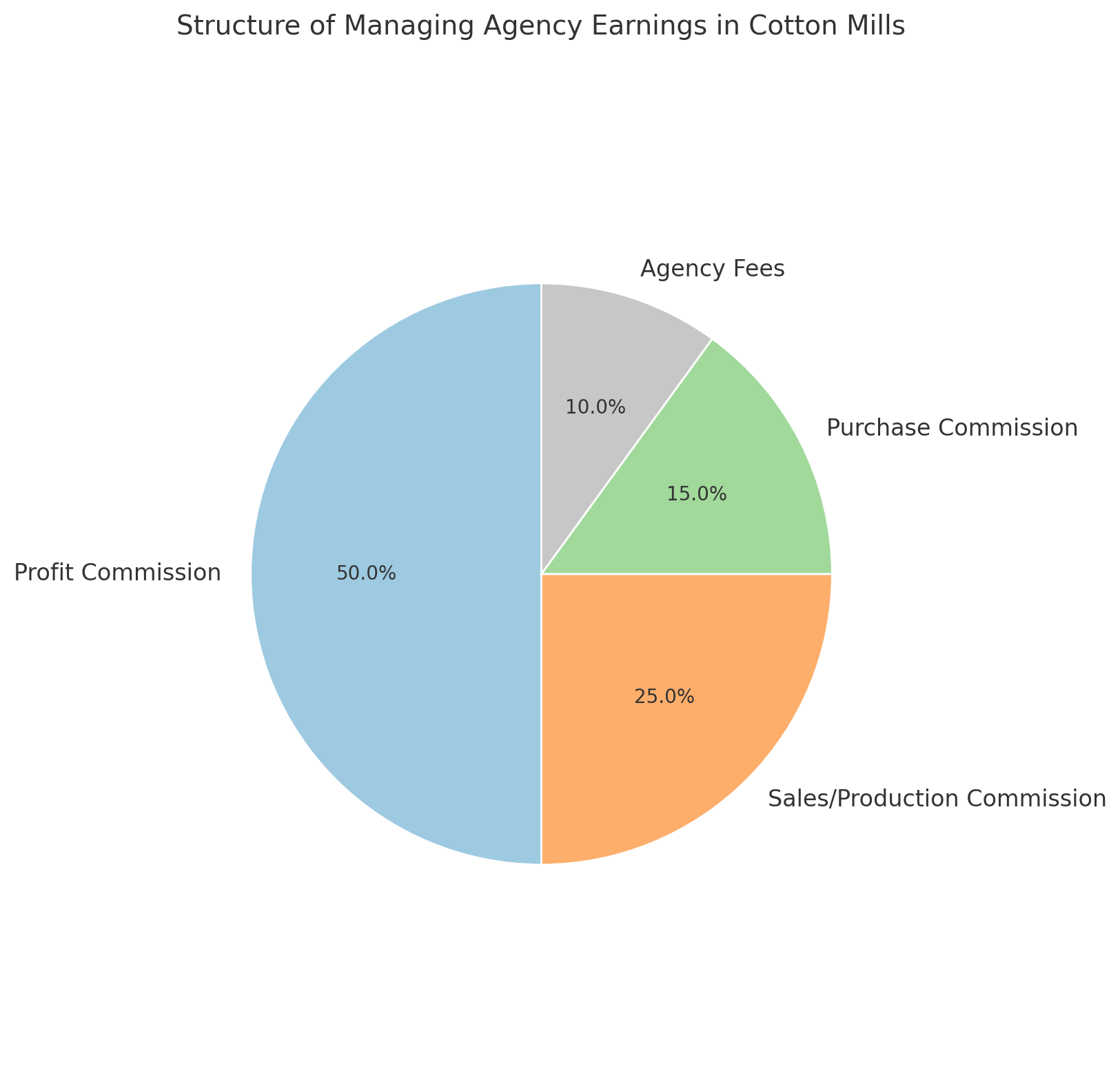
- Criticisms and Disadvantages:
- Concentration of Economic Power: Led to an immense concentration of economic power in a few hands, stifling competition.
- Nepotism and Corruption: Often characterized by opaque financial dealings, nepotism, and diversion of funds.
- High Commissions: Managing agents typically charged high commissions (e.g., 10-15% of profits or even on gross sales/production), sometimes at the expense of shareholders and mill development.
- Lack of Innovation: Sometimes resisted technological upgrades to protect their existing investments or because of risk aversion.
- Interests Conflicts: Conflicts of interest were common, where managing agents prioritized their own gains over the long-term health of the managed companies.
- Numerical Problem: A cotton mill generates an annual profit of 5 lakh rupees. The managing agency charges a commission of 12% on profits. Additionally, the agency also earns a commission of 2% on raw cotton purchases worth 10 lakh rupees annually. Calculate the total annual income of the managing agency from this mill.
- Solution:
- Commission on profits =
[latex]5,00,000 \times 0.12[/latex]= 60,000 rupees. - Commission on raw cotton purchases =
[latex]10,00,000 \times 0.02[/latex]= 20,000 rupees. - Total annual income of managing agency = 60,000 + 20,000 = 80,000 rupees.
- Commission on profits =
- Solution:
- Decline of the System:
- Post-Independence, the managing agency system faced increasing criticism and was gradually phased out through legislation, eventually abolished in 1970.
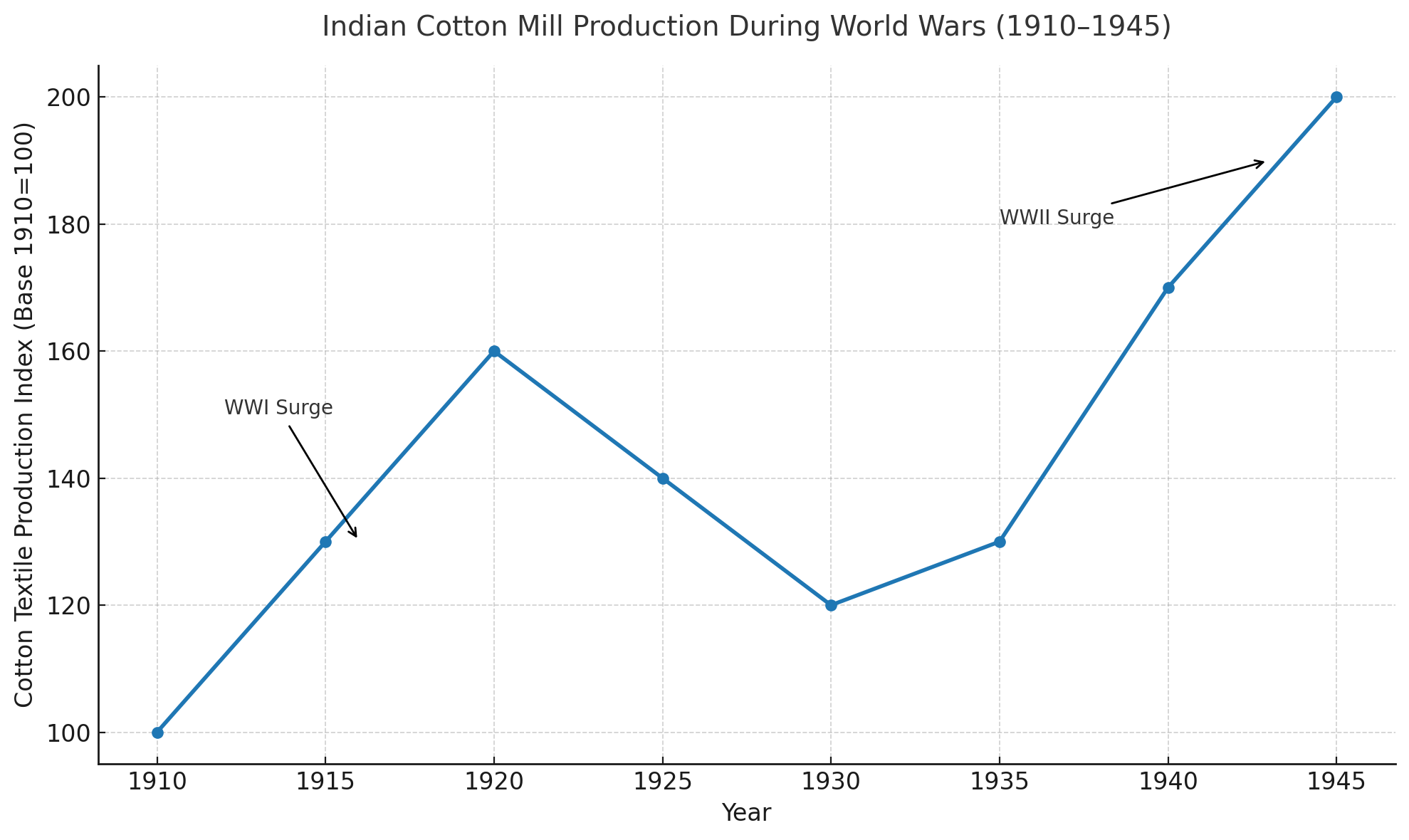
World Wars and the Cotton Industry
The two World Wars (1914-1918 and 1939-1945) had significant, albeit contrasting, impacts on the Indian cotton industry, momentarily disrupting colonial patterns and fostering local growth.
- World War I (1914-1918):
- Disruption of British Supplies: The war severely disrupted the supply of British manufactured goods, including textiles, to India. Shipping lanes were hazardous, and British mills shifted production to war materials.
- Opportunity for Indian Mills: This created an unprecedented opportunity for Indian cotton mills to expand production and capture a larger share of the domestic market.
- Increased Demand: War efforts also stimulated demand for coarse cloth for uniforms, tents, and other military supplies.
- Profitability: Indian mills experienced a period of high profitability, leading to expansion and accumulation of reserves.
- Numerical Example: From 1913-14 to 1918-19, the production of cotton piece goods in Indian mills increased by approximately 20-25%, and their profits saw a substantial surge, sometimes by 100-200% compared to pre-war levels.
- Impact on Raw Cotton: Export demand for Indian raw cotton remained strong, as traditional suppliers were also disrupted.
- Inter-War Period (1919-1939):
- Resumption of Competition: After WWI, British and Japanese imports resumed, intensifying competition for Indian mills.
- Economic Depression: The Great Depression of the 1930s caused a global collapse in demand and prices, severely affecting the Indian cotton industry. Many mills faced closures or significant losses.
- Increased Protectionism: As discussed earlier, this period saw some limited protectionist measures implemented to safeguard Indian industries, offering some relief.
- World War II (1939-1945):
- Further Disruption of Imports: Similar to WWI, the second war led to a drastic reduction in imports of foreign textiles.
- Massive Demand for War Supplies: The Indian textile industry became a crucial supplier for the Allied war effort, producing vast quantities of uniforms, blankets, and other military textiles.
- Full Capacity Utilization: Mills operated at full or near-full capacity, often in multiple shifts.
- Increased Profits and Expansion: Led to another period of high profits and rapid expansion of the industry, strengthening its financial position.
- Government Control: The government imposed controls on prices and distribution of cotton and textiles to ensure supplies for the war effort and prevent profiteering.
- Numerical Problem: During WWII, if a mill’s monthly output capacity was 1 million meters of cloth, and it operated at 90% capacity for 5 years for the war effort, how much cloth did it produce for the war? (Assume 1 year = 12 months).
- Solution:
- Monthly production =
[latex]1,000,000 \times 0.90[/latex]= 900,000 meters. - Total production for war =
[latex]900,000 \times 12 \text{ months/year} \times 5 \text{ years}[/latex]= 54,000,000 meters (54 million meters).
- Monthly production =
- Solution:
- Long-Term Impact:
- The wars demonstrated India’s industrial potential and reduced its dependence on foreign textiles, building a stronger base for post-Independence industrialization.
- However, they also caused inflationary pressures and disruptions in civilian supply chains.
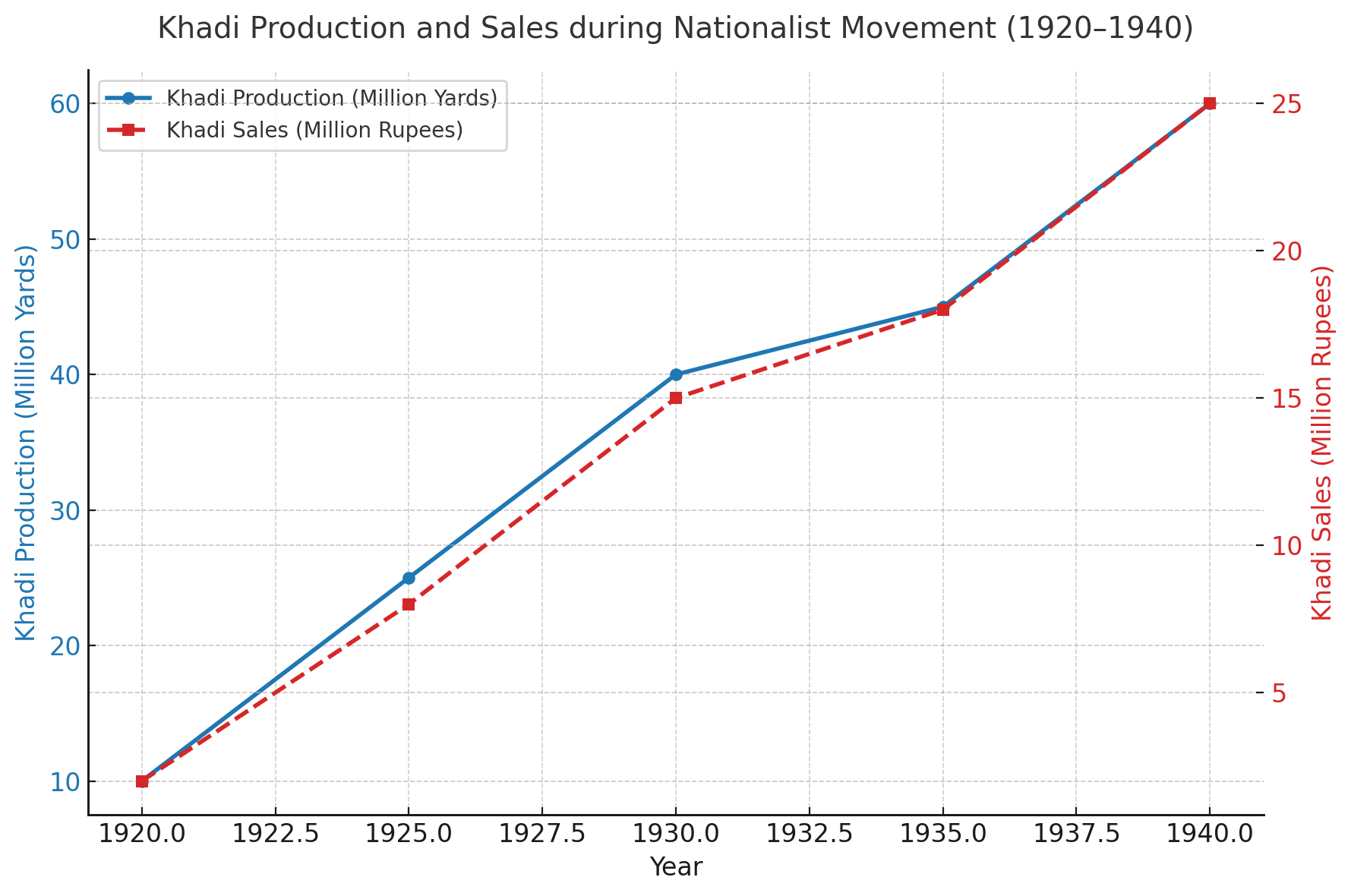
Cotton and the Nationalist Movement
The cotton industry, both its traditional and modern forms, became a powerful symbol and a key economic battleground in India’s struggle for independence.
- Swadeshi Movement (Early 20th Century):
- Boycott of Foreign Goods: Initiated primarily in response to the partition of Bengal in 1905, the Swadeshi movement called for the boycott of all foreign goods, especially British textiles.
- Promotion of Indigenous Products: Encouraged the use and production of Indian-made goods (
[latex]\textit{Swadeshi}[/latex]). - Impact on Cotton Industry: Provided a significant boost to Indian cotton mills, which saw increased demand for their products. It also rekindled interest in handloom weaving.
- Symbolism:
[latex]\textit{Khadi}[/latex](hand-spun, hand-woven cotton) emerged as a powerful symbol of economic self-reliance and national pride.
- Mahatma Gandhi and
[latex]\textit{Khadi}[/latex]:- Gandhi made
[latex]\textit{Khadi}[/latex]a central tenet of his non-cooperation and civil disobedience movements. - He promoted hand-spinning and hand-weaving as a means of providing supplementary income to the rural poor and challenging the economic might of the British Empire.
- Economic Philosophy: For Gandhi,
[latex]\textit{Khadi}[/latex]represented decentralization, village self-sufficiency, and resistance to industrial exploitation. - Political Act: Wearing
[latex]\textit{Khadi}[/latex]became a political statement against British rule.
- Gandhi made
- Economic Self-Sufficiency:
- The nationalist movement sought to break India’s economic dependence on Britain, with the cotton industry seen as a crucial sector for achieving this goal.
- Leaders advocated for policies that would protect and promote Indian industries.
- Business Support for Nationalism:
- Many Indian mill owners, while sometimes hesitant to openly defy the British government, quietly supported the nationalist cause and benefited from the Swadeshi sentiment.
- Industrialists like G.D. Birla and Jamnalal Bajaj had close ties to Gandhi and the Congress party.
- Numerical Problem: If a village of 1,000 people starts producing
[latex]\textit{Khadi}[/latex], and each person spins enough yarn for 0.5 meters of cloth daily, how much cloth can the village produce in a year (assuming 300 working days)?- Solution:
- Daily production =
[latex]1,000 \text{ people} \times 0.5 \text{ meters/person} = 500 \text{ meters}[/latex] - Annual production =
[latex]500 \text{ meters/day} \times 300 \text{ days/year} = 1,50,000 \text{ meters}[/latex](1.5 lakh meters).
- Daily production =
- Solution:
Key Players and Entrepreneurship
The development of the cotton industry in pre-Independence India was driven by a diverse group of entrepreneurs, both Indian and British, each with distinct motivations and contributions.
- British Entrepreneurs and Managing Agencies:
- Early Dominance: British firms initially dominated the modern industrial sector, including cotton. Examples include James Finlay & Co., Andrew Yule & Co.
- Motivations: Primarily driven by profit motives, access to cheap raw materials, and a captive market.
- Expertise: Brought in technical and managerial expertise from Britain.
- Managing Agencies: Played a significant role in establishing and managing a portfolio of mills, but often at a cost to Indian interests.
- Parsi Entrepreneurs:
- Pioneering Role: Parsis were among the earliest and most successful Indian industrial entrepreneurs.
- Key Figures:
- Cowasjee Nanabhoy Davar: Established the first successful cotton mill in Bombay in 1854.
- Jamsetji Nusserwanji Tata: Founded the Tata group, including the Empress Mills (Nagpur, 1877), which became one of the largest and most successful textile complexes. Tata’s vision extended beyond textiles to steel and hydroelectric power.
- Capital: Often leveraged capital accumulated from their extensive trading activities (e.g., opium trade with China).
- Philanthropy: Many Parsi industrialists were also known for their philanthropic activities.
- Gujarati Entrepreneurs:
- Ahmedabad Mill Owners: The Gujarati business community, particularly from Ahmedabad, built a strong and competitive textile industry.
- Key Figures: Ranchhodlal Chhotalal, Ambalal Sarabhai, Kasturbhai Lalbhai were prominent figures.
- Local Focus: Often focused more on the domestic market and had strong ties to local raw cotton suppliers.
- Adaptability: Known for their shrewd business acumen and adaptability to changing market conditions.
- Other Indian Communities:
- Marwari (e.g., Birla): While primarily active in jute and later other industries, Marwari entrepreneurs also invested in cotton mills (e.g., Birla’s involvement in Kanpur).
- South Indian Entrepreneurs: Developed textile mills in centers like Coimbatore and Madras, though on a smaller scale initially.
- Government Role (Limited Direct Entrepreneurship):
- The colonial government primarily focused on creating an ‘enabling’ environment (e.g., railways, law and order) for British capital, rather than direct industrial entrepreneurship itself.
- However, specific state-controlled industries like ordnance factories did exist.
- Numerical Problem: A Parsi entrepreneur invests 20 lakh rupees in a new cotton mill, while a British managing agency invests 30 lakh rupees in another. If both mills achieve an average annual return on investment (ROI) of 15%, calculate the total profit generated by both entrepreneurs in 5 years, assuming all profits are retained and reinvested to compound.
- Solution:
- Parsi entrepreneur’s profit after 5 years (compounded):
[latex]\text{P}_{P} = 20,00,000 \times ((1+0.15)^5 - 1) = 20,00,000 \times (2.011357 - 1) = 20,00,000 \times 1.011357 \approx 20,22,714[/latex]rupees. - British agency’s profit after 5 years (compounded):
[latex]\text{P}_{B} = 30,00,000 \times ((1+0.15)^5 - 1) = 30,00,000 \times (2.011357 - 1) = 30,00,000 \times 1.011357 \approx 30,34,071[/latex]rupees. - Total profit =
[latex]\text{20,22,714 + 30,34,071 = 50,56,785}[/latex]rupees.
- Parsi entrepreneur’s profit after 5 years (compounded):
- Solution:
Comparison Charts: Regional Disparities and Trends
Visual comparisons are essential to understand the complex economic realities. Here, we describe several charts that would effectively highlight regional disparities and long-term trends in the cotton sector.
Conclusion
The cotton industry in pre-Independence India serves as a microcosm of the broader economic and political forces at play during the colonial era. From its ancient heritage of exquisite handlooms to its transformation into a supplier of raw materials for British mills and later the emergence of its own modern industrial sector, the journey of cotton epitomizes India’s economic subjugation, resilience, and eventual striving for self-reliance. The industry’s evolution profoundly impacted millions of lives, shaped regional economies, and became a powerful symbol in the nationalist movement, leaving an enduring legacy that continues to inform economic discourse on development and colonial exploitation.
- Evaluate the extent to which British fiscal policies, particularly tariff structures, shaped the competitive landscape between Indian handlooms, Indian mills, and imported British textiles. (250 words)
- Analyze how the development of railway infrastructure in colonial India primarily served British economic interests, using the cotton supply chain as a critical case study. (250 words)
- Discuss the dual role of the managing agency system in the growth of the Indian cotton textile industry, weighing its contributions against its exploitative tendencies. (250 words)
Responses